JP2008214669A - Plating apparatus and plating method of electronic component - Google Patents
Plating apparatus and plating method of electronic component Download PDFInfo
- Publication number
- JP2008214669A JP2008214669A JP2007050882A JP2007050882A JP2008214669A JP 2008214669 A JP2008214669 A JP 2008214669A JP 2007050882 A JP2007050882 A JP 2007050882A JP 2007050882 A JP2007050882 A JP 2007050882A JP 2008214669 A JP2008214669 A JP 2008214669A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- jet
- electronic component
- pair
- lead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Electroplating Methods And Accessories (AREA)
Abstract
Description
本発明は電子部品を電気めっきするめっき装置およびめっき方法に関するものである。 The present invention relates to a plating apparatus and a plating method for electroplating an electronic component.
一般に、半導体素子等の電子部品には、半導体素子実装性や半田付け性を維持するために、素材となるリードに金属めっきを施している。金属めっきの代表的なめっき方法として、一般的にバレルめっきが採用されている。これは、バレル内部に電子部品および給電攪拌補助メディアなどを所定量投入し、めっき液中に浸漬させ、バレルを回転させることによって、バレル内部に設けられた負電極で電子部品に給電してめっきを行なう方法である。しかしながら、バレルめっき法においては電子部品同士の接触による傷や欠け不良などが慢性的に発生し、製造歩留りを悪化させるといった問題があった。 In general, electronic parts such as semiconductor elements are subjected to metal plating on leads as materials in order to maintain semiconductor element mountability and solderability. As a typical plating method of metal plating, barrel plating is generally adopted. This is because a predetermined amount of electronic components and power supply stirring auxiliary media are put into the barrel, immersed in a plating solution, and the barrel is rotated to supply power to the electronic components with the negative electrode provided inside the barrel. It is a method of performing. However, the barrel plating method has a problem in that scratches and chipping defects due to contact between electronic components occur chronically and deteriorate the manufacturing yield.
このような問題の対策として、噴流を用いためっき装置がある(下記特許文献1参照)。すなわち、図5,図6に示すように、めっき槽61内に、メッシュのカゴ62が左右に揺動自在に設けられている。カゴ62には電極63が設けられている。めっき槽61内において、カゴ62の下方には、上向きにめっき液の噴流を形成するノズル64が設けられている。
As a countermeasure for such a problem, there is a plating apparatus using a jet (see
これによると、カゴ62に複数の電子部品を入れ、カゴ62を左右に揺動させる。この際、カゴ62の底部に位置する電子部品と上部に位置する電子部品とではめっき液に触れる頻度が異なるため、均一にめっき出来ないので、ノズル64からめっき液を噴出させて、カゴ62の下方から上向きにめっき液の噴流を形成している。これにより、カゴ62内で電子部品の位置が上下に入れ替わり、電子部品は攪拌されながらめっきされる。
しかしながら、図5,図6に示した従来のものでは、めっき液の噴流により電子部品を電極63に接触させる機会めっきであるため、複数の電子部品に対してめっきを均一に施すためには、電極63の形状の見直しやめっき時間の調整或いは電子部品の数量等の調整が必要となる。また、めっき液の噴流により電子部品同士が接触するため、電子部品に傷が発生するという問題を有していた。
However, in the prior art shown in FIG. 5 and FIG. 6, since it is an opportunity plating in which the electronic component is brought into contact with the
本発明は、電子部品に均一にめっきを施すことができ、電子部品に傷が付くのを防止することが可能な電子部品のめっき装置およびめっき方法を提供することを目的とする。 An object of the present invention is to provide a plating apparatus and a plating method for an electronic component capable of uniformly plating an electronic component and preventing the electronic component from being damaged.
前記目的を達成するために、本第1発明は、上下両面にリードを有し、上部リードと下部リードとが電気的に接続されている電子部品をめっきするめっき装置であって、
めっき槽と、めっき槽内でめっき治具を保持し且つ電極を有する保持体と、保持体の下方から上向きにめっき液の噴流を形成する噴流形成装置とが備えられ、
保持体と噴流形成装置とのいずれか一方が他方に対して横方向へ揺動自在であり、
めっき治具は、上下一対の外板体と、一対の外板体の相対向する対向面側に設けられた上下一対の導電性部材と、一対の導電性部材間に形成され且つ電子部品を出し入れ自在に収納する複数の収納空間と、隣接する収納空間を仕切る仕切部材とを有し、
下部の外板体に形成された複数の噴流流入孔から下部の導電性部材を通って各収納空間に達する噴流流路が形成され、
導電性部材が保持体の電極に接触し、
収納空間は収納された電子部品が上下動可能な大きさに形成されているものである。
In order to achieve the above object, the first invention is a plating apparatus for plating an electronic component having leads on both upper and lower surfaces and electrically connected to an upper lead and a lower lead.
A plating tank, a holding body that holds a plating jig in the plating tank and has an electrode, and a jet forming device that forms a jet of a plating solution upward from below the holding body,
Either one of the holding body and the jet forming device is swingable in the lateral direction with respect to the other,
The plating jig is formed between a pair of upper and lower outer plate members, a pair of upper and lower conductive members provided on opposite surfaces of the pair of outer plate members, and a pair of conductive members. It has a plurality of storage spaces that are detachably stored and a partition member that partitions adjacent storage spaces,
A jet flow path that reaches each storage space from the plurality of jet inflow holes formed in the lower outer plate through the lower conductive member is formed,
The conductive member contacts the electrode of the holder,
The storage space is formed in such a size that the stored electronic component can move up and down.
これによると、電子部品をめっき治具の各収納空間に収納し、めっき治具を保持体で保持してめっき槽内のめっき液に浸漬する。そして、保持体と噴流形成装置とのいずれか一方を他方に対して横方向へ揺動させるとともに、噴流形成装置によって保持体の下方から上向きにめっき液の噴流を形成する。 According to this, the electronic component is stored in each storage space of the plating jig, the plating jig is held by the holding body, and is immersed in the plating solution in the plating tank. Then, either one of the holding body and the jet forming device is swung laterally with respect to the other, and a jet of the plating solution is formed upward from below the holding body by the jet forming device.
この際、前記揺動によってめっき液の噴流がめっき治具の噴流流入孔に当たると、前記噴流が、噴流流入孔から噴流流路を通って収納空間に流入し、電子部品を押し上げて上部リードを上部の導電性部材に接触させる。これにより、電子部品の下部リードは、下部の導電性部材の上方へ離間した状態で、確実に上部リードと上部の導電性部材とを介して電極に通電するため、下部リードがめっきされる。 At this time, when the jet of the plating solution hits the jet inflow hole of the plating jig due to the swinging, the jet flows from the jet inflow hole through the jet flow path into the storage space, pushes up the electronic component and lifts the upper lead. Contact the upper conductive member. As a result, the lower lead of the electronic component is reliably energized to the electrode via the upper lead and the upper conductive member while being spaced apart above the lower conductive member, so that the lower lead is plated.
また、前記揺動によってめっき液の噴流がめっき治具の噴流流入孔から横方向へ外れると、前記噴流は収納空間に流入せず、電子部品が自重により下降して下部リードが下部の導電性部材に接触する。これにより、電子部品の上部リードは、上部の導電性部材の下方へ離間した状態で、確実に下部リードと下部の導電性部材とを介して電極に通電するため、上部リードがめっきされる。 Further, when the jet of the plating solution moves laterally away from the jet inflow hole of the plating jig due to the swinging, the jet does not flow into the storage space, the electronic component descends due to its own weight, and the lower lead has a lower conductive property. Contact the member. As a result, the upper lead of the electronic component is reliably energized to the electrode through the lower lead and the lower conductive member while being spaced apart from the upper conductive member, so that the upper lead is plated.
このように、前記保持体と噴流形成装置とのいずれかの横方向への揺動によって、各電子部品が収納空間内で上下動を繰り返すことにより、個々の電子部品を短時間で均一にめっきすることができる。また、隣接する収納空間は仕切部材によって仕切られているため、各収納空間に収納された電子部品同士が互いに接触することはなく、電子部品に傷が付くのを防止することができる。 As described above, each electronic component repeats vertical movement in the storage space by the lateral swing of either the holding body or the jet forming device, thereby uniformly plating each electronic component in a short time. can do. Further, since the adjacent storage spaces are partitioned by the partition members, the electronic components stored in the respective storage spaces do not contact each other, and the electronic components can be prevented from being damaged.
本第2発明は、上下両面にリードを有し且つ上部リードと下部リードとが電気的に接続されている電子部品を、めっき治具を用いてめっきするめっき方法であって、
めっき治具は、上下一対の外板体と、一対の外板体の相対向する対向面側に設けられた上下一対の導電性部材と、一対の導電性部材間に形成され且つ電子部品を出し入れ自在に収納する複数の収納空間と、隣接する収納空間を仕切る仕切部材とを有し、
下部の外板体に形成された複数の噴流流入孔から下部の導電性部材を通って各収納空間に達する噴流流路が形成され、
電子部品を収納空間に収納し、
導電性部材を電極に接触させてめっき治具をめっき液中に浸漬し、
めっき治具の下方から上向きにめっき液の噴流を形成し、
めっき治具とめっき液の噴流とのいずれか一方を他方に対して横方向へ揺動させ、
前記噴流がめっき治具の噴流流入孔に当たると、前記噴流が噴流流入孔から噴流流路を通って収納空間に流入し電子部品を押し上げて上部リードを上部の導電性部材に接触させ、前記噴流が前記噴流流入孔から横方向へ外れると、電子部品が自重により下降して下部リードが下部の導電性部材に接触するものである。
The second invention is a plating method for plating an electronic component having leads on both upper and lower surfaces and electrically connecting the upper lead and the lower lead using a plating jig,
The plating jig is formed between a pair of upper and lower outer plate members, a pair of upper and lower conductive members provided on opposite surfaces of the pair of outer plate members, and a pair of conductive members. It has a plurality of storage spaces that are detachably stored and a partition member that partitions adjacent storage spaces,
A jet flow path that reaches each storage space from the plurality of jet inflow holes formed in the lower outer plate through the lower conductive member is formed,
Store electronic components in the storage space,
Immerse the plating jig in the plating solution by bringing the conductive member into contact with the electrode,
A plating solution jet is formed upward from below the plating jig,
Either one of the plating jig and the jet of plating solution is swung laterally with respect to the other,
When the jet hits the jet inflow hole of the plating jig, the jet flows from the jet inflow hole through the jet flow path into the storage space, pushes up the electronic component, and contacts the upper lead with the upper conductive member. When it is removed laterally from the jet inlet hole, the electronic component descends due to its own weight and the lower lead comes into contact with the lower conductive member.
これによると、前記揺動によってめっき液の噴流がめっき治具の噴流流入孔に当たると、前記噴流が、噴流流入孔から噴流流路を通って収納空間に流入し、電子部品を押し上げて上部リードを上部の導電性部材に接触させる。これにより、電子部品の下部リードは、下部の導電性部材の上方へ離間した状態で、確実に上部リードと上部の導電性部材とを介して電極に通電するため、下部リードがめっきされる。 According to this, when the jet of the plating solution hits the jet inflow hole of the plating jig due to the swinging, the jet flows from the jet inflow hole through the jet flow path into the storage space, and pushes up the electronic component to raise the upper lead. Is brought into contact with the upper conductive member. As a result, the lower lead of the electronic component is reliably energized to the electrode via the upper lead and the upper conductive member while being spaced apart above the lower conductive member, so that the lower lead is plated.
また、前記揺動によってめっき液の噴流がめっき治具の噴流流入孔から横方向へ外れると、前記噴流は収納空間に流入せず、電子部品が自重により下降して下部リードが下部の導電性部材に接触する。これにより、電子部品の上部リードは、上部の導電性部材の下方へ離間した状態で、確実に下部リードと下部の導電性部材とを介して電極に通電するため、上部リードがめっきされる。 Further, when the jet of the plating solution moves laterally away from the jet inflow hole of the plating jig due to the swinging, the jet does not flow into the storage space, the electronic component descends due to its own weight, and the lower lead has a lower conductive property. Contact the member. As a result, the upper lead of the electronic component is reliably energized to the electrode through the lower lead and the lower conductive member while being spaced apart from the upper conductive member, so that the upper lead is plated.
このように、前記めっき治具とめっき液の噴流とのいずれかの横方向への揺動によって、各電子部品が収納空間内で上下動を繰り返すことにより、個々の電子部品を短時間で均一にめっきすることができる。また、隣接する収納空間は仕切部材によって仕切られているため、各収納空間に収納された電子部品同士が互いに接触することはなく、電子部品に傷が付くのを防止することができる。 In this way, each electronic component repeats vertical movement in the storage space by the lateral swing of either the plating jig or the plating solution jet, so that the individual electronic components can be made uniform in a short time. Can be plated on. Further, since the adjacent storage spaces are partitioned by the partition members, the electronic components stored in the respective storage spaces do not contact each other, and the electronic components can be prevented from being damaged.
以上のように本発明では、個々の電子部品を短時間で均一にめっきすることができる。また、各収納空間に収納された電子部品同士が互いに接触することはなく、電子部品に傷が付くのを防止することができる。 As described above, in the present invention, individual electronic components can be uniformly plated in a short time. Moreover, the electronic components accommodated in each accommodation space do not contact each other, and it is possible to prevent the electronic components from being damaged.
以下、本発明における実施の形態を図を参照しながら説明する。
図1に示すように、10は半導体素子等の電子部品1を電気めっきするめっき装置である。図2に示すように、電子部品1は上下両面にリード2,3を有しており、上部リード2と下部リード3とは電子部品1の内部でビア等を介して電気的に接続されている。
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
As shown in FIG. 1,
めっき装置10は、めっき槽11と、めっき槽11内でめっき治具12を保持する保持体13と、保持体13の下方から上向きにめっき液45の噴流46を形成する噴流形成装置14と、保持体13を左右方向A(横方向の一例)に揺動させる揺動装置15とを備えている。保持体13は、四角枠状の下部および上部枠フレーム16,17と、上下両枠フレーム16,17間に設けられた複数の縦フレーム18とを有するカゴ状に構成されている。尚、保持体13に電流を流して保持体13を電極(陰極)としている。また、陽極(図示省略)は保持体13の外側に別途設けられている。
The
保持体13の上部には、四角枠状の揺動フレーム19が連結軸20を介して設けられている。揺動フレーム19は、めっき槽11の上部に設けられた支持部材21によって、左右方向Aへスライド自在に支持されている。
A square frame-
噴流形成装置14は、保持体13の下方に設置された噴出ノズル23と、めっき槽11内のめっき液45を噴出ノズル23に供給するポンプ24とを有している。噴出ノズル23は複数の線状のスリット23aを有しており、これらスリット23aからめっき液45を噴出することによって、上向きにめっき液45の噴流46が形成される。
The
揺動装置15は、電動機41と、電動機41と揺動フレーム19との間に連結されたクランク機構42とで構成されている。クランク機構42は、電動機41の回転軸に設けられた円盤42aと、円盤42aと揺動フレーム19との間に連結されたリンク42bとを有している。
The
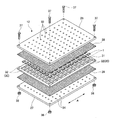
図2,図3に示すように、めっき治具12は、上下一対の外板体26,27と、一対の外板体26,27の相対向する対向面側に設けられた上下一対の導電性メッシュ28,29(導電性部材の一例)と、一対の導電性メッシュ28,29間に形成され且つ電子部品1を出し入れ自在に収納する複数の収納空間30と、隣接する収納空間30を仕切る仕切板31(仕切部材の一例)とを有している。
As shown in FIGS. 2 and 3, the plating
外板体26,27と仕切板31とは樹脂等を材質とし、導電性メッシュ28,29は導電性の金網でできている。また、収納空間30は仕切板31に形成された複数の孔部32よって形成されている。上部の外板体26には表裏両面に貫通する複数の円形の逃し孔33が形成されている。これら各逃し孔33は各収納空間30の上方に位置している。また、下部の外板体27には表裏両面に貫通する複数の円形の噴流流入孔34が形成されている。これら各噴流流入孔34は各収納空間30の下方に位置している。
The
これにより、図4に示すように、各噴流流入孔34から下部の導電性メッシュ29の網目を通って各収納空間30に達する噴流流路35が形成される。同様に、各収納空間30から上部の導電性メッシュ28の網目を通って各逃し孔33へ達する逃し流路36が形成されている。
As a result, as shown in FIG. 4,
各収納空間30は電子部品1よりも大きく形成されており、収納された電子部品1と収納空間30との間には、前後方向および左右方向および上下方向にそれぞれ1〜2mm程度の隙間が形成される。これにより、電子部品1は上下動可能に収納空間30内に収納される。
Each
前記外板体26,27と導電性メッシュ28,29と仕切板31とは複数のボルト37,ナット38によって一体に締結されている。尚、ボルト37,ナット38を取り外すことにより、めっき治具12を各外板体26,27と導電性メッシュ28,29と仕切板31とに分解することができ、電子部品1を各収納空間30に出し入れすることができる。
The
図2に示すように、めっき治具12は、噴流流入孔34を下向きにして、保持体13の下部枠フレーム16に着脱自在に保持されており、固定用ボルト(図示省略)等によって連結固定されている。この状態において、めっき治具12の導電性メッシュ28,29は電極である保持体13の縦フレーム18に接触している。
As shown in FIG. 2, the plating
以下、前記構成における作用を説明する。
複数の電子部品1をめっきする場合、先ず、ボルト37,ナット38を取り外してめっき治具12を分解し、上部リード2を上向きにして電子部品1を1個ずつ各収納空間30に収納し、その後、ボルト37,ナット38を取付けてめっき治具12を組立てる。
Hereinafter, the operation of the above configuration will be described.
When plating a plurality of
次に、めっき治具12を保持体13に装着してめっき槽11のめっき液45に浸漬する。これにより、図2に示すように、めっき治具12の導電性メッシュ28,29が電極である保持体13の縦フレーム18に接触する。
Next, the plating
そして、噴流形成装置14のポンプ24を作動して、噴出ノズル23からめっき液45を噴出させることにより、保持体13の下方から上向きにめっき液45の噴流46を形成する。さらに、揺動装置15の電動機41を作動して、揺動フレーム19を左右方向Aへスライドさせることにより、保持体13を左右方向Aへ揺動させる。
Then, the
前記保持体13と共にめっき治具12も左右方向Aへ揺動し、この際、図4(a)に示すように、めっき液45の噴流46が下方からめっき治具12の噴流流入孔34に当たると、前記噴流46が、噴流流入孔34から噴流流路35を通って収納空間30に流入し、電子部品1を押し上げて上部リード2を上部の導電性メッシュ28に接触させる。これにより、電子部品1の下部リード3は、下部の導電性メッシュ29の上方に離間した状態で、確実に上部リード2と上部の導電性メッシュ28とを介して保持体13の縦フレーム18(電極)に通電するため、下部リード3がめっきされる。尚、噴流流入孔34から収納空間30に流入した噴流46や収納空間30内の気泡は逃し流路36を通って逃し孔33からめっき治具12の上方へ逃げる。
The plating
また、図4(b)に示すように、前記左右方向Aへの揺動によってめっき液45の噴流46が噴流流入孔34から左右方向Aへ外れると、前記噴流46は噴流流入孔34から収納空間30に流入せず、電子部品1が自重により下降して下部リード3が下部の導電性メッシュ29に接触する。これにより、電子部品1の上部リード2は、上部の導電性メッシュ28の下方に離間した状態で、確実に下部リード3と下部の導電性メッシュ29とを介して保持体13の縦フレーム18(電極)に通電するため、上部リード2がめっきされる。
4B, when the
このように、前記めっき治具12の左右方向Aへの揺動によって、各電子部品1が収納空間30内で上下動を繰り返すことにより、個々の電子部品1を短時間で均一にめっきすることができる。また、隣接する収納空間30は仕切板31によって仕切られているため、各収納空間30に収納された電子部品1同士が互いに接触することはなく、電子部品1に傷が付くのを防止することができる。
In this way, each
前記実施の形態では、逃し孔33と噴流流入孔34とを円形にしているが四角形等でもよい。
前記実施の形態では、導電性部材の一例として金網状の導電性メッシュ28,29を用いたが、導電性の板を用いてもよい。この場合、下部の導電性の板には、噴流流入孔34と収納空間30とに連通する連通孔を形成し、上部の導電性の板には、逃し孔33と収納空間30とに連通する連通孔を形成する。
In the above-described embodiment, the
In the above-described embodiment, the wire mesh conductive meshes 28 and 29 are used as an example of the conductive member, but a conductive plate may be used. In this case, the lower conductive plate is formed with a communication hole communicating with the
前記実施の形態では、横方向の一例として、左右方向Aへめっき治具12を揺動しているが、前後方向へ揺動してもよい。
前記実施の形態では、噴流形成装置14の噴出ノズル23を固定し、保持体13を横方向(左右方向又は前後方向)に揺動しているが、保持体13を固定し、噴出ノズル23を横方向に揺動してもよい。
In the embodiment, as an example of the horizontal direction, the plating
In the above embodiment, the
前記実施の形態では、揺動装置15として、電動機41とクランク機構42とを用いたが、シリンダ等を用いてもよい。
前記実施の形態では、めっき治具12の外板体26,27と導電性メッシュ28,29と仕切板31とをボルト37,ナット38によって一体に締結したが、ボルト37,ナット38の代りにクリップ等を用いて、外板体26,27と導電性メッシュ28,29と仕切板31とを挟み付けてもよい。
In the embodiment described above, the
In the above embodiment, the
以上のように本発明の電子部品のめっき装置によれば、めっきを均一に短時間でつけ、電子部品に傷を付けることなく安定しためっきができ、また、めっき工程を自動で行なうことができる。 As described above, according to the electronic component plating apparatus of the present invention, plating can be performed uniformly in a short time, stable plating can be performed without scratching the electronic component, and the plating process can be performed automatically. .
1 電子部品
2 上部リード
3 下部リード
10 めっき装置
11 めっき槽
12 めっき治具
13 保持体
14 噴流形成装置
26,27 外板体
28,29 導電性メッシュ(導電性部材)
30 収納空間
31 仕切板(仕切部材)
34 噴流流入孔
35 噴流流路
45 めっき液
46 噴流
A 左右方向(横方向)
DESCRIPTION OF
30
34
Claims (2)
めっき槽と、めっき槽内でめっき治具を保持し且つ電極を有する保持体と、保持体の下方から上向きにめっき液の噴流を形成する噴流形成装置とが備えられ、
保持体と噴流形成装置とのいずれか一方が他方に対して横方向へ揺動自在であり、
めっき治具は、上下一対の外板体と、一対の外板体の相対向する対向面側に設けられた上下一対の導電性部材と、一対の導電性部材間に形成され且つ電子部品を出し入れ自在に収納する複数の収納空間と、隣接する収納空間を仕切る仕切部材とを有し、
下部の外板体に形成された複数の噴流流入孔から下部の導電性部材を通って各収納空間に達する噴流流路が形成され、
導電性部材が保持体の電極に接触し、
収納空間は収納された電子部品が上下動可能な大きさに形成されていることを特徴とする電子部品のめっき装置。 A plating apparatus for plating an electronic component having leads on both upper and lower surfaces and electrically connecting an upper lead and a lower lead,
A plating tank, a holding body that holds a plating jig in the plating tank and has an electrode, and a jet forming device that forms a jet of a plating solution upward from below the holding body,
Either one of the holding body and the jet forming device is swingable in the lateral direction with respect to the other,
The plating jig is formed between a pair of upper and lower outer plate members, a pair of upper and lower conductive members provided on opposite surfaces of the pair of outer plate members, and a pair of conductive members. It has a plurality of storage spaces that are detachably stored and a partition member that partitions adjacent storage spaces,
A jet flow path that reaches each storage space from the plurality of jet inflow holes formed in the lower outer plate through the lower conductive member is formed,
The conductive member contacts the electrode of the holder,
An electronic component plating apparatus, wherein the storage space is formed in a size that allows the stored electronic component to move up and down.
めっき治具は、上下一対の外板体と、一対の外板体の相対向する対向面側に設けられた上下一対の導電性部材と、一対の導電性部材間に形成され且つ電子部品を出し入れ自在に収納する複数の収納空間と、隣接する収納空間を仕切る仕切部材とを有し、
下部の外板体に形成された複数の噴流流入孔から下部の導電性部材を通って各収納空間に達する噴流流路が形成され、
電子部品を収納空間に収納し、
導電性部材を電極に接触させてめっき治具をめっき液中に浸漬し、
めっき治具の下方から上向きにめっき液の噴流を形成し、
めっき治具とめっき液の噴流とのいずれか一方を他方に対して横方向へ揺動させ、
前記噴流がめっき治具の噴流流入孔に当たると、前記噴流が噴流流入孔から噴流流路を通って収納空間に流入し電子部品を押し上げて上部リードを上部の導電性部材に接触させ、前記噴流が前記噴流流入孔から横方向へ外れると、電子部品が自重により下降して下部リードが下部の導電性部材に接触することを特徴とする電子部品のめっき方法。 A plating method for plating an electronic component having leads on both upper and lower surfaces and electrically connecting an upper lead and a lower lead using a plating jig,
The plating jig is formed between a pair of upper and lower outer plate members, a pair of upper and lower conductive members provided on opposite surfaces of the pair of outer plate members, and a pair of conductive members. It has a plurality of storage spaces that are detachably stored and a partition member that partitions adjacent storage spaces,
A jet flow path that reaches each storage space from the plurality of jet inflow holes formed in the lower outer plate through the lower conductive member is formed,
Store electronic components in the storage space,
Immerse the plating jig in the plating solution by bringing the conductive member into contact with the electrode,
A plating solution jet is formed upward from below the plating jig,
Either one of the plating jig and the jet of plating solution is swung laterally with respect to the other,
When the jet hits the jet inflow hole of the plating jig, the jet flows from the jet inflow hole through the jet flow path into the storage space, pushes up the electronic component, and contacts the upper lead with the upper conductive member. The electronic component is lowered by its own weight when the nozzle is laterally removed from the jet inflow hole, and the lower lead comes into contact with the lower conductive member.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007050882A JP2008214669A (en) | 2007-03-01 | 2007-03-01 | Plating apparatus and plating method of electronic component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007050882A JP2008214669A (en) | 2007-03-01 | 2007-03-01 | Plating apparatus and plating method of electronic component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008214669A true JP2008214669A (en) | 2008-09-18 |
Family
ID=39835077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007050882A Pending JP2008214669A (en) | 2007-03-01 | 2007-03-01 | Plating apparatus and plating method of electronic component |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008214669A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140272110A1 (en) * | 2013-03-14 | 2014-09-18 | Recor Medical, Inc. | Methods of plating or coating ultrasound transducers |
| US9943666B2 (en) | 2009-10-30 | 2018-04-17 | Recor Medical, Inc. | Method and apparatus for treatment of hypertension through percutaneous ultrasound renal denervation |
| US10350440B2 (en) | 2013-03-14 | 2019-07-16 | Recor Medical, Inc. | Ultrasound-based neuromodulation system |
| US10368944B2 (en) | 2002-07-01 | 2019-08-06 | Recor Medical, Inc. | Intraluminal method and apparatus for ablating nerve tissue |
-
2007
- 2007-03-01 JP JP2007050882A patent/JP2008214669A/en active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10368944B2 (en) | 2002-07-01 | 2019-08-06 | Recor Medical, Inc. | Intraluminal method and apparatus for ablating nerve tissue |
| US9943666B2 (en) | 2009-10-30 | 2018-04-17 | Recor Medical, Inc. | Method and apparatus for treatment of hypertension through percutaneous ultrasound renal denervation |
| US10039901B2 (en) | 2009-10-30 | 2018-08-07 | Recor Medical, Inc. | Method and apparatus for treatment of hypertension through percutaneous ultrasound renal denervation |
| US11185662B2 (en) | 2009-10-30 | 2021-11-30 | Recor Medical, Inc. | Method and apparatus for treatment of hypertension through percutaneous ultrasound renal denervation |
| US20140272110A1 (en) * | 2013-03-14 | 2014-09-18 | Recor Medical, Inc. | Methods of plating or coating ultrasound transducers |
| US10230041B2 (en) * | 2013-03-14 | 2019-03-12 | Recor Medical, Inc. | Methods of plating or coating ultrasound transducers |
| US10350440B2 (en) | 2013-03-14 | 2019-07-16 | Recor Medical, Inc. | Ultrasound-based neuromodulation system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5597751B2 (en) | Apparatus and method for electrolysis treatment of plate-like product | |
| KR102303998B1 (en) | Apparatuses and methods for maintaining ph in nickel electroplating baths | |
| KR102583188B1 (en) | Method for uniform flow behavior in an electroplating cell | |
| US7585398B2 (en) | Chambers, systems, and methods for electrochemically processing microfeature workpieces | |
| US7351315B2 (en) | Chambers, systems, and methods for electrochemically processing microfeature workpieces | |
| US20050121317A1 (en) | Chambers, systems, and methods for electrochemically processing microfeature workpieces | |
| JP2008214669A (en) | Plating apparatus and plating method of electronic component | |
| KR101980970B1 (en) | Magnet suppling device for a voice coil motor(VCM) camera module assembly system | |
| JP2006193822A (en) | Plating apparatus, plating method, semiconductor device, and method for manufacturing the semiconductor device | |
| US10471457B2 (en) | Inspection unit, inspection method, and substrate treating apparatus including the same | |
| JP2019520484A (en) | Wet processing system and operating method | |
| JP2014510842A5 (en) | ||
| JP2008057024A (en) | Plating fixture for printed circuit board | |
| KR20180002065U (en) | Tray assembly for making camera lens module | |
| TWM547559U (en) | Inert anode electroplating processor and replenisher with anionic membranes | |
| CN205741267U (en) | electroplating device | |
| JP2007239045A (en) | Tool for plating, and plating method and plating apparatus using the same | |
| JP2010099637A (en) | Apparatus and method for cleaning substrate | |
| JP4793380B2 (en) | Plating equipment | |
| JP2009013440A (en) | Electroplating device and electroplating method | |
| JP2008018656A (en) | Mold holder and mold cleaning apparatus with the mold holder | |
| JP5066046B2 (en) | Wet processing method, electroless copper plating method and printed wiring board | |
| JPWO2015174204A1 (en) | Plating equipment and storage tank | |
| JP4743193B2 (en) | Plating method | |
| KR102505435B1 (en) | Plating apparatus |