A loom is a device used to weave cloth and tapestry. The basic purpose of any loom is to hold the warp threads under tension to facilitate the interweaving of the weft threads. The precise shape of the loom and its mechanics may vary, but the basic function is the same.

Weaving is a method of textile production in which two distinct sets of yarns or threads are interlaced at right angles to form a fabric or cloth. Other methods are knitting, crocheting, felting, and braiding or plaiting. The longitudinal threads are called the warp and the lateral threads are the weft, woof, or filling. The method in which these threads are interwoven affects the characteristics of the cloth. Cloth is usually woven on a loom, a device that holds the warp threads in place while filling threads are woven through them. A fabric band that meets this definition of cloth can also be made using other methods, including tablet weaving, back strap loom, or other techniques that can be done without looms.
In the manufacture of cloth, warp and weft are the two basic components in weaving to transform thread and yarn into textile fabrics. The vertical warp yarns are held stationary in tension on a loom (frame) while the horizontal weft is drawn through the warp thread. In the terminology of weaving, each warp thread is called a warp end ; a pick is a single weft thread that crosses the warp thread.

A dobby loom, or dobbie loom, is a type of floor loom that controls all the warp threads using a device called a dobby.
A shuttle is a tool designed to neatly and compactly store a holder that carries the thread of the weft yarn while weaving with a loom. Shuttles are thrown or passed back and forth through the shed, between the yarn threads of the warp in order to weave in the weft.

Textile manufacturing or textile engineering is a major industry. It is largely based on the conversion of fibre into yarn, then yarn into fabric. These are then dyed or printed, fabricated into cloth which is then converted into useful goods such as clothing, household items, upholstery and various industrial products.

Pile weave is a form of textile created by weaving. This type of fabric is characterized by a pile—a looped or tufted surface that extends above the initial foundation, or 'ground' weave. The pile is formed by supplemental yarn running in the direction of the length of the fabric or the width of the fabric. Pile weaves include velvet and corduroy fabrics and machine-woven Berber carpets.
The manufacture of textiles is one of the oldest of human technologies. To make textiles, the first requirement is a source of fiber from which a yarn can be made, primarily by spinning. The yarn is processed by knitting or weaving, with color and patterns, which turns it into cloth. The machine used for weaving is the loom. For decoration, the process of coloring yarn or the finished material is dyeing. For more information of the various steps, see textile manufacturing.

In weaving, the shed is the temporary separation between upper and lower warp yarns through which the weft is woven. The shed is created to make it easy to interlace the weft into the warp and thus create woven fabric. Most types of looms have some sort of device which separates some of the warp threads from the others. This separation is called the shed, and allows for a shuttle carrying the weft thread to move through the shed perpendicular to the warp threads. Which threads are raised and which are lowered are changed after each pass of the shuttle.
Band weaving refers to the hand production of narrow woven fabric. This fabric may be called tape, band, inkle, strap, belt, back strap, trim, and more. It can be accomplished on a variety of types of looms, including inkle, band, tape, backstrap, and rigid heddle looms. Hole and slot heddles are also designed to weave bands. Depending on which loom is used, the material could be warp-faced or a balanced weave.

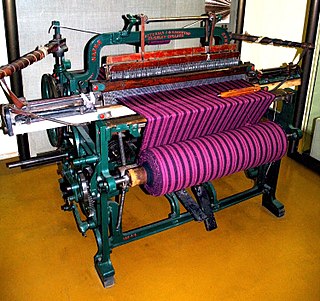
The Lancashire Loom was a semi-automatic power loom invented by James Bullough and William Kenworthy in 1842. Although it is self-acting, it has to be stopped to recharge empty shuttles. It was the mainstay of the Lancashire cotton industry for a century.
Textile manufacturing is one of the oldest human activities. The oldest known textiles date back to about 5000 B.C. In order to make textiles, the first requirement is a source of fibre from which a yarn can be made, primarily by spinning. The yarn is processed by knitting or weaving to create cloth. The machine used for weaving is the loom. Cloth is finished by what are described as wet process to become fabric. The fabric may be dyed, printed or decorated by embroidering with coloured yarns.
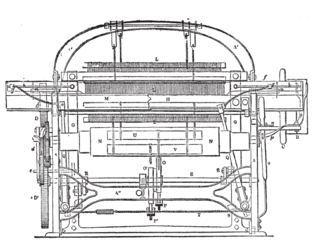
The Roberts loom was a cast-iron power loom introduced by Richard Roberts in 1830. It was the first loom that was more viable than a hand loom and was easily adjustable and reliable, which led to its widespread use in the Lancashire cotton industry.

A reed is part of a weaving loom, and resembles a comb or a frame with many vertical slits. It is used to separate and space the warp threads, to guide the shuttle's motion across the loom, and to push the weft threads into place. In most floor looms with, the reed is securely held by the beater. Floor looms and mechanized looms both use a beater with a reed, whereas Inkle weaving and tablet weaving do not use reeds.
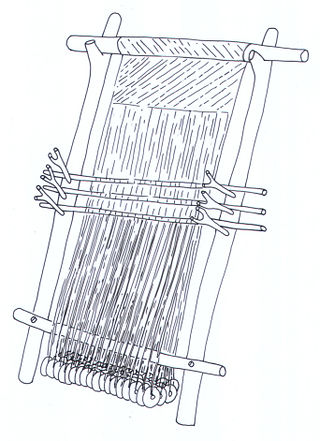
The warp-weighted loom is a simple and ancient form of loom in which the warp yarns hang freely from a bar, which is supported by upright poles which can be placed at a convenient slant against a wall. Bundles of warp threads are tied to hanging weights called loom weights which keep the threads taut.

Queen Street Mill is a former weaving mill in Harle Syke, a suburb to the north-east of Burnley, Lancashire, that is a Grade I listed building. It now operates as a museum and cafe. Currently open for public tours between April and November. Over winter the café is opened on Wednesdays. It is also viewable with private bookings.

A rapier loom is a shuttleless weaving loom in which the filling yarn is carried through the shed of warp yarns to the other side of the loom by finger-like carriers called rapiers.

A weaving shed is a distinctive type of mill developed in the early 1800s in Lancashire, Derbyshire and Yorkshire to accommodate the new power looms weaving cotton, silk, woollen and worsted. A weaving shed can be a stand-alone mill, or a component of a combined mill. Power looms cause severe vibrations requiring them to be located on a solid ground floor. In the case of cotton, the weaving shed needs to remain moist. Maximum daylight is achieved, by the sawtooth "north-facing roof lights".

Bancroft Shed was a weaving shed in Barnoldswick, Lancashire, England, situated on the road to Skipton. Construction was started in 1914 and the shed was commissioned in 1920 for James Nutter & Sons Limited. The mill closed on 22 December 1978 and was demolished. The engine house, chimneys and boilers have been preserved and maintained as a working steam museum. The mill was the last steam-driven weaving shed to be constructed and the last to close.

The more looms system was a productivity strategy introduced in the Lancashire cotton industry, whereby each weaver would manage a greater number of looms. It was an alternative to investing in the more productive Northrop automatic looms in the 1930s. It caused resentment, resulted in industrial action, and failed to achieve any significant cost savings.



