WO2024117774A1 - Measurement and inspection device for measuring vibration - Google Patents
Measurement and inspection device for measuring vibration Download PDFInfo
- Publication number
- WO2024117774A1 WO2024117774A1 PCT/KR2023/019456 KR2023019456W WO2024117774A1 WO 2024117774 A1 WO2024117774 A1 WO 2024117774A1 KR 2023019456 W KR2023019456 W KR 2023019456W WO 2024117774 A1 WO2024117774 A1 WO 2024117774A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- data
- information
- vibration
- signal
- machine
- Prior art date
Links
- 238000005259 measurement Methods 0.000 title claims abstract description 105
- 238000007689 inspection Methods 0.000 title claims abstract description 63
- 238000012545 processing Methods 0.000 claims abstract description 147
- 238000005070 sampling Methods 0.000 claims abstract description 56
- 230000005540 biological transmission Effects 0.000 claims abstract description 33
- 238000006243 chemical reaction Methods 0.000 claims abstract description 22
- 238000012544 monitoring process Methods 0.000 claims abstract description 20
- 230000007423 decrease Effects 0.000 claims description 5
- 230000009467 reduction Effects 0.000 claims description 5
- 230000002159 abnormal effect Effects 0.000 claims description 3
- 230000006870 function Effects 0.000 description 22
- 230000004048 modification Effects 0.000 description 20
- 238000012986 modification Methods 0.000 description 20
- 238000000034 method Methods 0.000 description 17
- 230000008569 process Effects 0.000 description 10
- 238000001845 vibrational spectrum Methods 0.000 description 10
- 230000005856 abnormality Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 230000001133 acceleration Effects 0.000 description 6
- 238000004458 analytical method Methods 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 238000003745 diagnosis Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000010801 machine learning Methods 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000013154 diagnostic monitoring Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000007726 management method Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000033001 locomotion Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000001028 reflection method Methods 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 238000013075 data extraction Methods 0.000 description 1
- 238000013500 data storage Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H1/00—Measuring characteristics of vibrations in solids by using direct conduction to the detector
- G01H1/12—Measuring characteristics of vibrations in solids by using direct conduction to the detector of longitudinal or not specified vibrations
- G01H1/14—Frequency
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Information and communication technology [ICT] specially adapted for implementation of business processes of specific business sectors, e.g. utilities or tourism
- G06Q50/10—Services
Definitions
- the present invention relates to a measurement and inspection device for monitoring or diagnosing the state of a mechanical device by measuring vibration.
- the technical problem that the present invention seeks to solve is that, despite the increase in the amount of machine information collected with the development of ICT technology and the increasing need for remote monitoring, wireless data transmission, storage and processing of measurement information, etc., Efficiently transmits, manages, and stores processed vibration information.
- a measurement and inspection device for monitoring or diagnosing the state of a mechanical device by measuring vibration
- the measurement and inspection device includes a processing unit,
- the processing unit includes
- a processed signal information generator that generates time domain processed signal information for the processed signal that is the time domain signal, or frequency domain processed signal information for the processed signal that is the frequency domain signal;
- a transmission unit that transmits or stores first data and second data separately.
- the time domain processing signal information generated by the processing signal information generating unit of (d) includes sampling time section information and sampling time interval information,
- the frequency domain processing signal information generated by the processing signal information generation unit of (d) includes sampling frequency section information and sampling frequency interval information,
- the first data is
- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal
- the measurement and inspection device is provided, wherein the second data includes a processed signal indicated by the processed signal information indicated by the first data.
- a measurement and inspection device for monitoring or diagnosing the state of a mechanical device by measuring vibration
- the measurement and inspection device includes a processing unit,
- the processing unit includes
- a processed signal information generator that generates time domain processed signal information for the processed signal that is the time domain signal, or frequency domain processed signal information for the processed signal that is the frequency domain signal;
- a transmission unit that transmits or stores the first data, 2-1 data, and 2-2 data separately.
- the time domain processing signal information generated by the processing signal information generating unit of (d) includes sampling time section information and sampling time interval information,
- the frequency domain processing signal information generated by the processing signal information generation unit of (d) includes sampling frequency section information and sampling frequency interval information,
- the first data is
- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal
- the 2-1 data includes a processing signal indicated by time domain processing signal information indicated by the first data
- the measurement and inspection device is provided, wherein the 2-2 data includes a processed signal indicated by frequency domain processed signal information indicated by the first data.
- it further includes a storage unit,
- the storage unit includes a first storage unit and a second storage unit,
- the first data is stored in the first storage unit
- the second data is stored in the second storage unit.
- it further includes a storage unit,
- the storage unit includes a first storage unit, a 2-1 storage unit, and a 2-2 storage unit,
- the first data is stored in the first storage unit
- the 2-1 data is stored in the 2-1 storage unit
- the 2-2 data is stored in the 2-2 storage unit.
- the processing unit generates normal status information, which indicates whether the mechanical device is normal, and adds it to the first data.
- the first data includes sensor position information that identifies where the vibration sensor is mounted on the mechanical device.
- the sampling frequency is set to be at least 2 times and at most 2.2 times the highest peak frequency of the electrical signal
- the first data includes the sampling frequency.
- one of the plurality of mechanical devices is referred to as a target facility, and any of the mechanical devices excluding the target facility is referred to as other facilities,
- the processing unit includes a subtraction conversion unit that has a function of converting a signal by subtracting noise vibration generated from the other equipment other than the target equipment.
- the subtraction conversion unit Preferably, the subtraction conversion unit, the subtraction conversion unit, and
- one of the plurality of mechanical devices is referred to as a target facility, and any of the mechanical devices excluding the target facility is referred to as other facilities,
- the processing unit senses the operating load of the other equipment and determines the reflection of noise vibration reduction to the target equipment.
- the processing unit Preferably, the processing unit, the memory unit, and
- a plurality of the vibration sensors are installed in one of the mechanical devices,
- Sensor position information for each vibration sensor is identified, and vibration information data from the vibration sensor corresponding to the sensor position information is compared with pre-stored reference data to determine whether the specific position is abnormal.
- reference data for one of the vibration sensors In addition to reference data for one of the vibration sensors, reference data for a set of a plurality of the vibration sensors is compared.
- the user of the mechanical device specifies the reference data and includes it in the first data.
- vibration information data of a machine that has operated without problems for a certain period of time is used.
- the inspection device 10 of the present invention measures vibration occurring in one or more machines (F1 in FIG. 2 or F1 to FM in FIG. 5) (referred to as machines, mechanical devices, equipment, facilities, etc.) It is used as a factor (measurement target) and the measured vibration value is processed to perform the function of diagnosing and monitoring machine abnormalities.
- This function can be applied to a variety of machines, equipment, and facilities, including components that cause vibration.
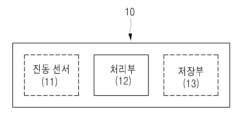
- Figure 1 is a schematic configuration diagram of the measurement and inspection device 10 according to the present invention.
- Figure 2 is a diagram showing an example of applying the measurement and inspection device 10 of the present invention to a mechanical device F1 that is a measurement target.
- Figure 3 is a diagram of an embodiment explaining each component of the present invention in more detail.
- Figure 4 is a diagram of another embodiment explaining each component of the present invention in more detail.
- Figure 5 shows an embodiment of the present invention, which is different from Figure 2.
- Figure 6 is a processing flowchart of the measurement and inspection device 10 of the present invention.
- Figure 7 shows a plurality of sensors attached to machine 1 (F1) and machine 2 (F2), respectively.
- Figures 8a and 8b are one continuous flow and show a flow related to noise reduction from adjacent facilities.
- Figures 9A and 9B are one continuous flow and show a flow related to an increase in power consumption (increase in load).
- Figure 1 is a schematic configuration diagram of the measurement and inspection device 10 according to the present invention.
- the present invention relates to a measurement and inspection device (10) for monitoring or diagnosing the state of a mechanical device by measuring vibration.
- the inspection device 10 of the present invention measures vibration occurring in one or more machines (F1 in FIG. 2 or F1 to FM in FIG. 5) (referred to as machines, mechanical devices, equipment, facilities, etc.) as a measurement factor (measurement target). and processes the measured vibration values to perform the function of diagnosing and monitoring machine abnormalities.
- This function can be applied to a variety of machines, equipment, and facilities, including components that cause vibration.
- the main point of the present invention is that it can streamline diagnostic monitoring using vibration measurement signals, improve the reliability of diagnosis and monitoring, and reduce system load during automation of manufacturing and integrated management of mechanical facilities such as smart factories or Industry 4.0. It is there.
- This device 10 includes a vibration sensor 11 that measures vibration, a processing unit 12 and a storage unit 13 that process the measured vibration.
- the measurement and inspection device 10 (inspection system) of the present invention is
- the vibration sensor 11 in FIG. 1 is indicated by a dotted line.
- the presence of the vibration sensor 11 itself is essential, but this means that the vibration sensor 11 may or may not be part of the measurement and inspection device 10.
- the storage unit 13 is indicated by a dotted line. Components for storing data are of course necessary, but this may be done on its own within the processing unit 12, or as a separate component located outside the processing unit 12 (which does not necessarily mean outside the measurement and inspection device 10). This means that even the storage unit 13 is fine.
- the processed signal is a signal that has undergone processes such as noise removal, sampling, and conversion from the measurement signal (signal from the vibration sensor 11).
- the output of the A/D converter 12-2 may be referred to as a processed signal, or the output of the area converter 12-3 may be referred to as a processed signal.
- the term 'processed signal' is often used to encompass a time domain processed signal and a frequency domain processed signal.
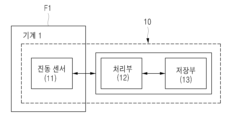
- Figure 2 is a diagram showing an example of applying the measurement and inspection device 10 of the present invention to a mechanical device F1 that is a measurement target.
- machine 1 (F1) in FIG. 2 is not part of the measurement and inspection device 10, but is the object that the measurement and inspection device 10 is intended to measure.
- the member labeled Machine 1 (F1) may be called by various names such as machine, mechanical device, equipment, or facility. Although it is not limited thereto, as a typical example, it may be one or more of 10 identical lathes (machine tools) placed in a factory. Although only machine 1 (F1) is shown in FIG. 2, the measurement target may be one machine, and for example, as described later in FIG. 5, multiple machines (preferably multiple machines of the same model) can be used as measurement targets. good night.
- a vibration sensor 11 is installed (attached) to machine 1 (F1). This vibration sensor is connected to the processing unit 12, and the processing unit 12 is connected to the storage unit 13.
- vibration sensor 11 itself is essential, but it has been described above with reference to FIG. 1 that the vibration sensor 11 may or may not be part of the measurement and inspection device 10.
- Figure 3 is a diagram of an embodiment explaining each component of the present invention in more detail.
- the vibration sensor 11 converts the physical vibration of one or more mechanical devices (such as F1) to be measured into electrical signals.
- the vibration sensor 11 may be one or more of a displacement sensor 11A that measures displacement according to the physical quantity to be measured, a speed sensor 11B that measures speed, and an acceleration sensor 11C that measures acceleration. there is. Of course, it could also be a sensor that measures other types of physical quantities.
- the processing unit 12 includes reception of data from a vibration sensor, AD conversion of an electrical signal of vibration, conversion of a time domain signal into a frequency domain, processing signal information generation function, and transmission/storage.
- reception unit 12-1, A/D conversion unit 12-2, area conversion unit 12-3, processing signal information generation unit 12-4, and transmission (and/or storage) shown in FIG. ) is carried out by part (12-5).
- the time domain processing signal information includes sampling time section information and sampling time interval information
- the frequency domain processing signal information includes sampling frequency section information and sampling frequency interval information
- the processing unit 12 divides the signal into first data D1 and second data D2 and transmits and/or stores the signal (transfer/storage unit 12-5).
- the first data (D1) is a first data (D1)
- the second data D2 includes the processed signal indicated by the processed signal information indicated by the first data D1.
- the measurement and inspection device 10 may be provided with a storage unit 13 that stores data (e.g., first data D1, second data D2, and/or other data) separately from the processing unit 12. there is.
- data e.g., first data D1, second data D2, and/or other data
- the transmission/storage unit (transmission and/or storage unit) 12-5 of the processing unit 12 may perform the function of the storage unit 13 without a separate storage unit 13. In that sense, the storage unit 13 is indicated by a dotted line.
- the processing unit 12 may suspend or omit the generation of the frequency domain processing signal according to the user's settings, and in this case, the second data D2 may consist of only the time domain processing signal. That is, if necessary, the area conversion unit 12-3 may not exist at all, or even if the area conversion unit 12-3 exists, it may be turned off so that it does not function.
- the processing unit 12 may exist for each individual machine, or one processing unit 12 may be provided to process vibration measurement signals from multiple machines. That is, as will be described later in FIG. 5, if there are M measurement objects (F1 to FM), it is possible to process signals from the M measurement objects (F1 to FM) with only the processing unit 12 (this case is also 5), or if there are M measurement objects (F1 to FM), it is possible for there to be M processing units 12, each corresponding to one machine (this case is not shown).
- the processing unit 12 can generate information about the state of the machine, that is, whether it is normal, and add it to the first data D1.
- the first data D1 may include information on whether there is a reference processing signal for reference in determining the machine state.
- the first data D1 may include not only machine measurement signal information but also information on the installation and operation environment of the machine, such as temperature and humidity.
- vibration sensors 11 When one or more vibration sensors 11 are mounted on a machine (such as F1), information identifying the machine part where the sensor 11 where the vibration signal is measured may be mounted may be included in the first data D1.
- the first data D1 and the second data D2 may be transmitted/stored as one bundle.
- the first data D1 and the second data D2 may be transmitted, stored, or managed separately.
- the first data D1 and the second data D2 may each include an association identifier capable of associating a pair of data.
- first data (D1) and the second data (D2) are transmitted, stored, and/or managed separately, separate storage units for storing the first data (D1) and the second data (D2) may be provided.
- Figure 4 is a diagram of another embodiment explaining each component of the present invention in more detail.
- FIG. 4 is almost the same as FIG. 3, but the difference is in the presence or absence of the 2-1 storage unit 12-2' and the 2-2 storage unit 12-2". Strictly speaking, FIG. The functions of the second storage unit 12-2 in 3 are separated into the 2-1 storage unit 12-2' and the 2-2 storage unit 12-2" in FIG. 4. And, although it cannot be seen from Figure 4 alone, the function of the transmission/storage unit 12-5 is also somewhat different accordingly. Depending on the situation, the function of the processing signal information generating unit 12-4 may also be somewhat different.
- the measurement and inspection device 10 for monitoring or diagnosing the state of a mechanical device by measuring vibration includes a vibration sensor 11 for measuring vibration, a processing unit 12 for processing the measured vibration, and a storage unit ( 13).
- the vibration sensor 11 converts physical vibration into an electrical signal
- the processing unit 12 performs A/D conversion of the electrical signal of the vibration, conversion of the time domain signal to the frequency domain, and processing signals. Includes information generation function.
- the time domain processing signal information includes sampling time section information and sampling time interval information
- the frequency domain processing signal information includes sampling frequency section information and sampling frequency interval information.
- the transmission/storage unit 12-5 of the processing unit 12 transmits the signal to the first data D1, the 2-1 data D2-1, and the 2-2 data D2- 2) Separate and transmit or store.
- the transmission/storage unit 12-5 is divided into first data D1 and second data D2.
- the first data is a type of metadata (metadata + identification information).
- the second data is a processed signal and may be, for example, raw data.
- the transmission/storage unit 12-5 divides the data into first data D1, 2-1 data D2-1, and 2-2 data D2-2.
- the first data is a type of metadata (metadata + identification information).
- the 2-1st data is a time domain processed signal among processed signals and may be, for example, raw data.
- the 2-2 data is a frequency domain processed signal among processed signals and may be raw data, for example.
- the first data D1 is stored in the first storage unit 13-1 of FIG. 3
- the second data D2 is stored in the second storage unit 13-2 of FIG. 3. do.
- the first data D1 is stored in the first storage unit 13-1 of FIG. 4, and the 2-1 data D2-1 is stored in the second storage unit 13-2 of FIG. 4. ), and the 2-2 data (D2-2) is stored in the 2-2 storage unit (13-2") of FIG. 4.
- the first data (D1) is a first data (D1)
- the 2-1 data (D2-1) includes a processing signal indicated by the processing signal information in the time domain indicated by the first data (D1),
- the 2-2 data D2-2 includes a processed signal indicated by the processed signal information in the frequency domain indicated by the first data D1.
- Figure 5 shows an embodiment of the present invention, which is different from Figure 2.
- the inspection device 10 of the present invention uses vibration occurring in one or more machines (F1 to FM) (referred to as machines, mechanical devices, equipment, facilities, etc.) as a measurement factor (measurement target), and processes the measured vibration value. It performs the function of diagnosing and monitoring machine abnormalities. This function can be applied to a variety of machines, equipment, and facilities, including components that cause vibration.
- the main point of the present invention is that it can streamline diagnostic monitoring using vibration measurement signals, improve the reliability of diagnosis and monitoring, and reduce system load during automation of manufacturing and integrated management of mechanical facilities such as smart factories or Industry 4.0. It is there.
- the smart factory is equipped with a number of similar equipment (F1 to FM; mechanical devices), and a sensor 11 (vibration sensor 11), which is a means of measuring one or more vibrations for each machine. ), and the plurality of sensors 11 transmit the measured signals to the processing unit 12 (specifically, the receiving unit 12-1 of the processing unit 12).
- n sensors are attached to each machine.
- n sensors from sensor 1-1 to sensor 1-n are attached to machine 1 (F1), and these are referred to as 'sensor 11 (vibration sensor 11) for machine 1 (F1)'.
- machine 2 (F2) is equipped with n sensors of sensors (2-1) to sensors (2-n), which are referred to as 'sensor 11 (vibration sensor 11) for machine 2 (F2)'.
- n sensors from sensor (M-1) to sensor (M-n) are attached to machine M (FM), and this is called 'sensor 11 (vibration sensor 11) for machine M (FM)'.
- monitoring and diagnosis of the plurality of mechanical devices can be performed more efficiently by attaching the same type of sensor 11 to the plurality of machines (F1 to FM) of the same type.
- the vibration sensor 11 is shown as attached to the machine (F1).
- the vibration sensor 11 may be a single sensor, but this does not necessarily mean that there is only one vibration sensor 11 per machine.
- one or more sensors e.g. 1-1, 1-2, ... 1-n
- vibration sensors 11 are called vibration sensors 11 (collectively) for machine 1 (F1). Because you can see it.
- Machine 1 (F1) to Machine M (FM) are of the same type (e.g., the same model), and for sensors, 1 is the first sensor for each machine (F1 to FM).
- -1, 2-1, ..., M-1 are the same sensors, and the second sensors for each machine (F1 ⁇ FM), 1-2, 2-2, ..., M-2, are the same sensors.
- the sensors 1-1 and 1-2 may be the same (that is, two or more sensors of the same type may be attached to one machine). This is because it allows a more detailed understanding of vibrations that may vary from part to part.
- the processing unit 12 performs a signal processing function to process the analog vibration signals measured by each sensor 11 into data that can be used for diagnostic monitoring of the machine, such as digitization and Fourier transformation, and provides information related to the processed signals. It performs the function of generating, managing, transmitting, and storing processing signals and generated information.
- Information about the processed signal is basically composed of time domain processed signal information including sampling time section information and sampling time interval information, and frequency domain processed signal information including sampling frequency section information and sampling frequency interval information.
- the processing unit 12 may additionally determine whether the machine equipped with the sensor 11 that generated the signal is normal based on the processing signal and add it to the generated information.
- the standard for determining whether it is normal is by referring to the information on the previously processed signal measured by the relevant sensor 11 and the processed signal processed by the processing unit of the signal measured by sensors 11 mounted at the same location in other machines of the same type. Determine whether the sensor 11 measured value processing signal is normal.
- the processed signal is used as a reference processing signal to determine whether the vibration signal measured by the same equipment (F1 to FM) and the same location sensor (11) is abnormal in the future.
- Hanji can be added to the creation information.
- Processing signals marked as available for reference in this way can be added to the existing reference processing signal group and used to set reference thresholds and limits and calculate monitoring standards. The processing of the reference group and the judgment criteria are important factors that determine the reliability of the judgment, so separate mention is required.
- the processing signal and processing signal information can be transmitted and stored as a bundle, and in this case, they are stored in one storage unit 13.
- the processed signal information and the processed signal are stored in a separate storage unit (for example, the processed signal information is stored in the first data ( Stored in the first storage 13-1 as all or part of D1), the processed signal can be stored in the second storage 13-2 as all or part of the second data D2 (see above) (see Figure 3).
- the processed signal can be transmitted or stored separately into a time domain processed signal and a frequency domain processed signal, each in a separate storage unit (e.g., the processed signal information is stored in the first data D1 as all or part of the first data D1).
- the time domain processed signal is stored in the 2-1 storage unit 13-2' as all or part of the 2-1 data D2-1
- the frequency domain processed signal is stored in the 2-1 storage unit 13-2'.
- All or part of the 2-2 data (D2-2) can be stored in the 2-2 storage unit (13-2") (see FIG. 4 above).
- the second storage unit 13-2 in FIG. 5 follows the structure of the storage unit 13 in FIG. 3, and the storage unit 13-2 in FIG. 5 is similar to the storage unit 13 in FIG. 4. As in, it may be divided into a 2-1 storage unit 13-2' and a 2-2 storage unit 13-2".
- the processing unit 12 When transmitting and storing the processed signal (included in the second data (D2)) and the processed signal information (included in the first data (D1)) separately, the processing unit 12 transmits and stores the processed signal (D2) and the processed signal information (included in the first data (D1)) An identifier associated with D1) is created, attached to each, transmitted/stored, and the corresponding processed signal (D2) can be searched for information during playback.
- Figure 6 is a processing flowchart of the measurement and inspection device 10 of the present invention.
- At least one vibration sensor 11 is attached to the machine/equipment/facility (F1 to FM) that is the measurement target, and the vibration sensor 11 is attached to the machine/equipment/facility (F1 to FM).
- FM converts physical vibration into a signal (electrical signal).
- This S0 step is a step performed by the measurement and inspection device 10 if the vibration sensor 11 is a part of the measurement and inspection device 10. If the vibration sensor 11 is a part of the measurement and inspection device 10, the S0 step is a step performed by the measurement and inspection device 10. If not, this is a previous step to the step performed by the measurement and inspection device 10.
- the electrical signal is converted from analog to digital (A/D conversion unit 12-2).
- the time domain signal which is the signal output from the A/D converter 12-2, is converted into a frequency domain signal (domain converter 12-3).
- time domain processing signal information for a processing signal that is a time domain signal or frequency domain processing signal information for a processing signal that is a frequency domain signal is generated (processing signal information generating unit 12-4).
- first data and second data are separately transmitted or stored (transmission/storage unit 12-5).
- first data, the 2-1 data, and the 2-2 data are transmitted or stored separately (transmission/storage unit 12-5).
- the time domain processing signal information generated by the processing signal information generating unit 12-4 includes sampling time section information and sampling time interval information.
- the frequency domain processing signal information generated by the processing signal information generating unit 12-4 includes sampling frequency section information and sampling frequency interval information.
- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal
- the second data D2 is processed signal information indicated by the first data D1. Includes the processing signal indicated by .
- the 2-1 data (D2-1) is the first data (D1) It includes a processed signal indicated by the time domain processed signal information indicated by , and the 2-2 data D2-2 includes a processed signal indicated by the frequency domain processed signal information indicated by the first data D1.
- the vibration sensor 11 may be one of a displacement sensor 11A that measures displacement, a speed sensor 11B that measures speed, and an acceleration sensor that measures acceleration according to the physical quantity being measured. Displacement, velocity, and acceleration factors, which are the physical quantities measured here, can be calculated by applying differential or integral functions to other factors.
- the vibration sensor 11 generates electrical signals proportional to their respective amplitudes. Since the sensor 11 that measures vibration varies depending on the amplitude band, frequency band, resonance band, etc., it is necessary to select appropriately according to the characteristics of the vibration to be measured. For example, speed sensors are precise and do not require power in some cases, but they have the disadvantage that their natural frequency is limited to 1 kHz or less. In many vibration measurement applications, acceleration sensors or displacement sensors are used.
- the processing unit 12 digitizes (ADC: Analog digital conversion) the analog vibration signal measured by each sensor 11. Analog signals are sampled and signal values are extracted as a function of time.
- ADC Analog digital conversion
- the effective sampling frequency for measurement/measurement should be more than twice the signal frequency of the measurement target, and the maximum frequency of this measurement target is called the Nyquist frequency. do. Accordingly, when sampling the signal value, the sampling time interval, that is, the frequency, must be determined by referring to the frequency band area that requires attention for diagnosing and monitoring the condition of the machine after converting the vibration signal to the frequency domain. Sampling should be performed at a frequency that is twice the maximum frequency of the frequency region of interest. It is ideal to sample based on the maximum frequency covered by the inspection device 10, but the frequency region of interest for analysis may vary depending on the machine to be diagnosed (F1 to FM) and the mounting location of the sensor 11.
- the sampling frequency may be different for each machine/sensor.
- sampling at a sampling frequency corresponding to the maximum frequency of interest there is a disadvantage in that the amount of stored analysis data increases and the load on the inspection system 10 increases.
- sampling and processing are performed at a single frequency, processing can be simplified and diagnosis can be improved. Since it can be used when reviewing or reviewing improvements such as reviewing the appropriateness of diagnosis/analysis, it is effective to determine the sampling frequency by considering the capacity of the system 10 and future data usability.
- the appropriate sampling frequency it is necessary to sample at a frequency that does not cause distortion/error of the vibration spectrum signal to streamline data extraction, storage, and transmission, so it is necessary to sample at an appropriate sampling frequency. It is efficient to set the appropriate sampling frequency suggested by the present invention to between 2 and 2.56 times the Nyquist frequency, and preferably between 2 and 2.2 times. The higher the sampling frequency, the denser the sampling, making it possible to obtain a clear measurement vibration spectrum, but the amount of data increases. Conversely, when a low sampling frequency is applied, the amount of data in the vibration spectrum is reduced, reducing the load on the measurement system, but the vibration spectrum may be distorted and measured.
- Converting time domain data to frequency domain data follows the mathematical Fourier Transformation theory, but the mathematical Fourier Transform theory is a form that performs continuous integration on the wave form in the infinite time domain. There are limits to practical application. In reality, analytical method calculations of software and electronic calculation systems are applied to data of discontinuous time functions, such as FFT (Fast Fourier transform), DFT (Discrete Fourier Transform), and STFT (Short Time Fourier transform). Convert it to frequency domain data using this method.
- FFT Fast Fourier transform
- DFT Discrete Fourier Transform
- STFT Short Time Fourier transform
- M may be 1 or more, and n may be 2 or more.
- the present invention is premised on collecting and processing a large amount of measurement data from the same type of equipment (F1 to FM) from the perspective of smart factory and factory automation, two or more sensors are required for each machine (e.g., F1). In many cases, it is desirable to attach.
- one sensor per machine may not be enough to measure the vibration. Attaching two or more sensors per machine may mean the same or different types of sensors in different locations on the same machine, or may mean installing different types of sensors at the same location.
- the 'inspection device configured to collect vibration measurement data from one or more machines and two or more vibration sensors' operates efficiently and functions as a solution for diagnosing/monitoring multiple facilities.
- the tester 10 can refer to the many and various types of vibration sensors that collect vibration information
- sensors mounted on the same machine and in the same area have each classification identification number corresponding to the machine type and mounting location. It is given, added to the first data, and used for management such as judgment, classification, and search.
- the reference data of item 2 above is additionally specified, four sensors are attached to different parts of machine 1 (F1), and according to the relative positions of the sensors, which path is the problem is determined. There are also cases.
- Figure 7 shows a plurality of sensors attached to machine 1 (F1) and machine 2 (F2), respectively.
- analyzing the signal from the vibration sensor itself is based on the analysis of the vibration signal from the sensors (1-1 to 1-4) and sensors (2-1 to 2-4) shown in FIG. 7.
- the processing unit 12 or a server that can be connected to the processing unit 12 may have some reference data (reference data, reference waveform, etc.) as a standard.
- the measurement and inspection device 10 of the present invention can determine whether there is an abnormality in the 'part' by comparing it with the signals actually obtained from each sensor (1-1 to 1-4).
- Comparison with such standard data can be done through remote communication, and it is possible to know which sensor the data is from or which path (set of sensors) the data is from.
- this information (specific location information of the sensor) is stored in the first data (D1), it becomes possible to compare the standard data (reference information) and the information obtained from the current sensor in a more accurate form.
- this reference data may be in the time domain or the frequency domain.
- this comparison may be a comparison of each sensor as in (i) above, or may be a comparison of a specific path (or area) in which sensors are grouped (as a set) as in (ii) above.
- Equipment or devices that rotate or undergo regular movement generate vibration, and the equipment vibration spectrum changes due to wear and deterioration of the parts that make up the target equipment, deterioration, and loosening of assembly.
- the size of the change in the vibration spectrum of the target facility may be relatively small compared to the amplitude of the intrinsic vibration spectrum of the target facility.
- Vibration occurring in the same type of equipment or heterogeneous equipment installed adjacent to or in the same space changes the vibration spectrum measured by the target sensor installed in the target facility. may act as noise.
- the vibration spectrum of the target facility is analyzed by subtracting the vibration data of other adjacent facilities.
- a weight is set considering the impact of vibration from adjacent other facilities on the measured value of the target sensor of the target facility, and noise data is subtracted by reflecting the weight to the target facility/target sensor.
- Measured vibration spectrum data can be analyzed.
- the spectrum of the target facility/sensor is analyzed by sensing the operating load of other facilities generating noise and subtracting noise data from other facilities in operation.
- machine 1 (F1) is the main facility
- machine 2 (F2) to machine M (FM) are other facilities.
- the vibration measured in Machine 1 (F1) is not, in fact, purely caused by Machine 1 (F1) alone, but is strictly caused by other equipment (one or more of Machine 2 (F2) to Machine M (FM)). This includes the effects of vibrations that occur.
- the vibration that will be added to the main equipment (Machine 1 (F1)) due to overlap due to other equipment (one or more of Machine 2 (F2) to Machine M (FM)) is subtracted from the main equipment (Machine 1 (F1)).
- the vibration result value is to numerically correct the vibration result value.
- a standard value e.g., weight
- Setting a standard value in advance means, for example, recording the vibration value of Machine 1 (F1) when only Machine 2 (F2) is vibrating (operating) among Machine 1 (F1) to Machine M (FM), and Record the vibration value of machine 1 (F1) when only machine 3 (F3) is vibrating (operating) among machines 1 (F1) to machine M (FM), ..., machine 1 (F1) to machine M.
- the weight value may be determined experimentally and/or computationally depending on the distance between Machine 1 (F1) and other equipment (any one of Machine 2 to Machine M), or learning based on statistics for multiple machines through machine learning. You may do so.
- FIGS. 8A and 8B are one continuous flow and represent a flow related to noise reduction from adjacent facilities.
- FIGS. 8a to 8b are an example, and it is also possible to simplify it further and apply it only to machine 1 (F1).
- Modification Example 5 and Modification Example 4 described later may be applied together.
- Modification 5 (related to increase in power consumption (increase in load))
- the present inventor believes that if there is an abnormality in the state of the machine (which may be one or more of F1 to FM) (or if a high load operation that is different from normal work is performed), the load of the machine (which may be one or more of F1 to FM) increases. It was recognized that power consumption may increase due to an increase in power consumption.
- the measurement and inspection device 10 measures the power consumption of each machine (F1 to FM) or receives data on power consumption (hereinafter also referred to as measured power consumption).
- a load measuring unit (not shown) may be additionally included.
- load measurement unit or measurement power consumption
- a method may be used in which the power consumption as a load is directly measured by the measurement and inspection device 10, and the power consumption as a load is measured (measurement and inspection device 10). It is also okay to receive transmission from another device (not .). Additionally, the components shown in FIGS. 1 to 3 may serve as the load measurement unit described above.
- This data on power consumption i.e., measured power consumption
- first data metadata, etc.
- the measurement and inspection device 10 of the present invention senses the operating load of other equipment and determines the reflection of noise vibration deduction. do.
- Modification 4 the influence of other equipment on the vibration of this equipment has been considered.
- Modification 5 independently of or in addition to Modification 4, the influence of changes in power consumption (load changes) of each machine is considered.
- the weight value may be determined experimentally and/or computationally depending on the distance between Machine 1 (F1) and other equipment (any one of Machine 2 to Machine M), or learning based on statistics for multiple machines through machine learning. You may do so. And, for each machine, it is assumed that vibration increases in proportion to the rate at which the load increases (although it may not necessarily be in direct proportion), and the proportional rate (weight) is set as a standard value. This weight may also be determined experimentally and/or computationally, or may be learned using statistical values for multiple machines through machine learning.
- the vibration measurement values of Machine 1 (F1) are not used as is, but the vibration measurement values of Machine 2 (F2) are measured.
- the corrected vibration value is used by subtracting a predetermined value from the vibration measurement value of Machine 1 (F1) (at this time, the predetermined value is the amount of power consumed by Machine 2 (F2) depending on the amount by which the power consumption of Machine 2 (F2) is increased. (S104-1).
- Machine M(FM) when this equipment (Machine M(FM)) is the measurement target, (if necessary, if an increase is detected in the above step), the vibration measurement values of Machine M(FM) are not used as is, but Machine 1( Unwanted additional vibration to machine M(FM) due to an abnormality (or overload) occurring in machine F1) to machine M-1(FM-1) (i.e., to machine 1(F1) to machine M-1(FM-1). Under the assumption that the resulting vibration) is overlapped, a corrected vibration value is used by subtracting a predetermined value from the vibration measurement value of machine M (FM) (S104-M).
- FIGS. 9A and 9B are one continuous flow and represent a flow related to an increase in power consumption (load increase).
- the vibration sensor 11 may or may not be part of the measurement and inspection device 10 of the present invention (although the existence of the vibration sensor 11 itself is necessary).
- a person selling machine 1 (F1) sells it including the sensor 11 from the beginning.
- the server (which may be the processing unit 12 itself or a separate server capable of communicating with the processing unit 12) will not have the reference data for item 3 above. .
- the present invention can be used in the industrial field for measurement and inspection devices for monitoring or diagnosing the state of a mechanical device by, for example, measuring vibration.
Landscapes
- Business, Economics & Management (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Tourism & Hospitality (AREA)
- General Health & Medical Sciences (AREA)
- Economics (AREA)
- Health & Medical Sciences (AREA)
- Human Resources & Organizations (AREA)
- Marketing (AREA)
- Primary Health Care (AREA)
- Strategic Management (AREA)
- General Business, Economics & Management (AREA)
- Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Measurement Of Mechanical Vibrations Or Ultrasonic Waves (AREA)
Abstract
Provided is a measurement and inspection device for monitoring or diagnosing the condition of a mechanical device by measuring vibration. A processing unit of the device comprises: (a) a reception unit; (b) an A/D conversion unit; (c) a domain conversion unit; (d) a processing signal information generation unit; and (e) a transmission unit. Time domain processing signal information generated by (d) the processing signal information generation unit includes sampling time period information and sampling time interval information, frequency domain processing signal information generated by the processing signal information generation unit (d) includes sampling frequency section information and sampling frequency interval information, and with respect to the transmission unit (e), first data includes an identifier that identifies whether the processing signal is a time domain signal or a frequency domain signal, processing signal information of a domain indicated by the identifier, ID information of the mechanical device from which the processing signal information was collected, and collected date and time information, and with respect to the transmission unit (e), second data includes a processing signal indicated by the processing signal information indicated by the first data.
Description
본 발명은 진동을 계측하여 기계 장치의 상태를 모니터링하거나 진단하려는 측정 검사 장치에 대한 것이다.The present invention relates to a measurement and inspection device for monitoring or diagnosing the state of a mechanical device by measuring vibration.
진동을 수반하는 기계에 있어서 진동을 계측하여 기계의 상태를 진단 또는 모니터링하는 기술이 광범위하게 사용되고 있다.In machines involving vibration, technology to diagnose or monitor the condition of the machine by measuring vibration is widely used.
ICT 기술의 발달에 따라 수집되는 기계 정보의 양이 증가하고, 원격 모니터링, 무선 데이터 전송, 계측 정보의 저장과 처리 등의 필요성이 증가하여 계측되고 처리된 진동 정보를 효율적으로 전달, 관리, 저장할 필요가 있다. With the development of ICT technology, the amount of machine information collected increases, and the need for remote monitoring, wireless data transmission, and storage and processing of measurement information increases, resulting in the need to efficiently transmit, manage, and store measured and processed vibration information. There is.
스마트 공장의 개념에서는 단순하게 하나의 기계를 진단하는 것을 넘어 동일 공간 내, 또는 이격된 공간의 다수의 동종 기계 또는 동일군류의 기계를 진단 모니터링하기 위해 누적된 정보를 활용할 필요가 있다. 상태가 판정된 경우라도 필요에 따라 판정 결과의 재판정/재검토가 요구되기도 한다. In the concept of a smart factory, it is necessary to use accumulated information to go beyond simply diagnosing a single machine to diagnose and monitor multiple machines of the same type or the same group within the same space or in separated spaces. Even if the status has been determined, a re-adjudication/reexamination of the decision result may be requested as necessary.
그러나, 진동을 실시간 계측한 원시 데이터와 신호처리 과정을 거친 신호처리 데이터는 용량이 크기 때문에 처리시에 시스템의 부하가 증가하고, 처리 속도의 지연이 발생할 수 있다. 특히, 개별 기계별 처리부와 저장부를 사용하지 않고 통합 시스템에서 진동 계측정보의 신호 처리부 저장부를 구비하여 운영하는 경우, 부하의 증가에 의한 영향을 받을 수 있다. 또한, 통신망을 통한 원격 처리와 저장의 경우, 처리 또는 저장 부하가 시스템의 효율을 저하시킬 수 있다. However, since the raw data that measures vibration in real time and the signal processing data that has gone through the signal processing process have a large capacity, the load on the system increases during processing and a delay in processing speed may occur. In particular, when operating with a signal processing unit and storage unit for vibration measurement information in an integrated system rather than using a processing unit and storage unit for each individual machine, it may be affected by an increase in load. Additionally, in the case of remote processing and storage over a communication network, processing or storage load may reduce system efficiency.
본 발명이 해결하고자 하는 기술적 과제는, ICT 기술의 발달에 따라 수집되는 기계 정보의 양이 증가하고, 원격 모니터링, 무선 데이터 전송, 계측 정보의 저장과 처리 등의 필요성이 증가함에도 불구하고, 계측되고 처리된 진동 정보를 효율적으로 전달, 관리, 저장하는 것이다.The technical problem that the present invention seeks to solve is that, despite the increase in the amount of machine information collected with the development of ICT technology and the increasing need for remote monitoring, wireless data transmission, storage and processing of measurement information, etc., Efficiently transmits, manages, and stores processed vibration information.
본 발명의 기술적 과제들은 이상에서 언급한 기술적 과제로 제한되지 않으며, 언급되지 않은 또 다른 기술적 과제들은 아래의 기재로부터 통상의 기술자에게 명확하게 이해될 수 있을 것이다.The technical problems of the present invention are not limited to the technical problems mentioned above, and other technical problems not mentioned will be clearly understood by those skilled in the art from the description below.
본 발명에 의하면, 진동을 계측하여 기계 장치의 상태를 모니터링 또는 진단하는 측정 검사 장치로서, According to the present invention, there is a measurement and inspection device for monitoring or diagnosing the state of a mechanical device by measuring vibration,
상기 측정 검사 장치는 처리부를 포함하며,The measurement and inspection device includes a processing unit,
상기 처리부는,The processing unit,
(a) 상기 기계 장치에 부착된 진동 센서로부터, 상기 기계 장치에 대한 물리적 진동을 전기적 신호로 변환받아 수신하는 수신부;(a) a receiving unit that converts the physical vibration of the mechanical device into an electrical signal and receives it from a vibration sensor attached to the mechanical device;
(b) 상기 전기적 신호를 아날로그로부터 디지털로 변환하는 A/D 변환부;(b) an A/D conversion unit that converts the electrical signal from analog to digital;
(c) 상기 A/D 변환부에서 출력된 신호인 시간 영역 신호를 주파수 영역 신호로 변환하는 영역 변환부;(c) a domain converter that converts the time domain signal output from the A/D converter into a frequency domain signal;
(d) 상기 시간 영역 신호인 처리신호에 대한 시간 영역 처리신호 정보, 또는 상기 주파수 영역 신호인 처리신호에 대한 주파수 영역 처리신호 정보를 생성하는, 처리신호 정보 생성부;(d) a processed signal information generator that generates time domain processed signal information for the processed signal that is the time domain signal, or frequency domain processed signal information for the processed signal that is the frequency domain signal;
(e) 제1 데이터와 제2 데이터를 구분하여 전달 또는 저장하는 전달부(e) A transmission unit that transmits or stores first data and second data separately.
를 포함하며,Includes,
상기 (d)의 처리신호 정보 생성부에서 생성되는 시간 영역 처리신호 정보는, 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하며,The time domain processing signal information generated by the processing signal information generating unit of (d) includes sampling time section information and sampling time interval information,
상기 (d)의 처리신호 정보 생성부에서 생성되는 주파수 영역 처리신호 정보는, 샘플링 주파수 구간 정보, 샘플링 주파수 간격 정보를 포함하며,The frequency domain processing signal information generated by the processing signal information generation unit of (d) includes sampling frequency section information and sampling frequency interval information,
상기 (e)의 전달부에 있어서, 상기 제1 데이터는 In the delivery unit of (e), the first data is
- 상기 처리신호가 시간 영역 신호인지 주파수 영역 신호인지 식별하는 식별자,- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal,
- 상기 식별자가 표시하는 영역의 처리신호 정보- Processing signal information of the area indicated by the identifier
- 상기 처리신호 정보가 수집된 기계 장치의 아이디 정보, 수집된 일시(日時) 정보- ID information of the mechanical device from which the processing signal information was collected, and information on the date and time of collection
를 포함하며,Includes,
상기 (e)의 전달부에 있어서, 상기 제2 데이터는, 상기 제1 데이터가 표시하는 처리신호 정보가 나타내는 처리신호를 포함하는, 측정 검사 장치가 제공된다.In the transmission unit of (e), the measurement and inspection device is provided, wherein the second data includes a processed signal indicated by the processed signal information indicated by the first data.
또한, 본 발명에 의하면, 진동을 계측하여 기계 장치의 상태를 모니터링 또는 진단하는 측정 검사 장치로서, Additionally, according to the present invention, there is provided a measurement and inspection device for monitoring or diagnosing the state of a mechanical device by measuring vibration,
상기 측정 검사 장치는 처리부를 포함하며,The measurement and inspection device includes a processing unit,
상기 처리부는,The processing unit,
(a) 상기 기계 장치에 부착된 진동 센서로부터, 상기 기계 장치에 대한 물리적 진동을 전기적 신호로 변환받아 수신하는 수신부;(a) a receiving unit that converts the physical vibration of the mechanical device into an electrical signal and receives it from a vibration sensor attached to the mechanical device;
(b) 상기 전기적 신호를 아날로그로부터 디지털로 변환하는 A/D 변환부;(b) an A/D conversion unit that converts the electrical signal from analog to digital;
(c) 상기 A/D 변환부에서 출력된 신호인 시간 영역 신호를 주파수 영역 신호로 변환하는 영역 변환부;(c) a domain converter that converts the time domain signal output from the A/D converter into a frequency domain signal;
(d) 상기 시간 영역 신호인 처리신호에 대한 시간 영역 처리신호 정보, 또는 상기 주파수 영역 신호인 처리신호에 대한 주파수 영역 처리신호 정보를 생성하는, 처리신호 정보 생성부;(d) a processed signal information generator that generates time domain processed signal information for the processed signal that is the time domain signal, or frequency domain processed signal information for the processed signal that is the frequency domain signal;
(e) 제1 데이터와 제2-1 데이터와 제2-2 데이터를 구분하여 전달 또는 저장하는 전달부(e) A transmission unit that transmits or stores the first data, 2-1 data, and 2-2 data separately.
를 포함하며,Includes,
상기 (d)의 처리신호 정보 생성부에서 생성되는 시간 영역 처리신호 정보는, 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하며,The time domain processing signal information generated by the processing signal information generating unit of (d) includes sampling time section information and sampling time interval information,
상기 (d)의 처리신호 정보 생성부에서 생성되는 주파수 영역 처리신호 정보는, 샘플링 주파수 구간 정보, 샘플링 주파수 간격 정보를 포함하며,The frequency domain processing signal information generated by the processing signal information generation unit of (d) includes sampling frequency section information and sampling frequency interval information,
상기 (e)의 전달부에 있어서, 상기 제1 데이터는 In the delivery unit of (e), the first data is
- 상기 처리신호가 시간 영역 신호인지 주파수 영역 신호인지 식별하는 식별자,- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal,
- 상기 식별자가 표시하는 영역의 처리신호 정보- Processing signal information of the area indicated by the identifier
- 상기 처리신호 정보가 수집된 기계 장치의 아이디 정보, 수집된 일시(日時) 정보- ID information of the mechanical device from which the processing signal information was collected, and information on the date and time of collection
를 포함하며,Includes,
상기 (e)의 전달부에 있어서, 상기 제2-1 데이터는, 상기 제1 데이터가 표시하는 시간 영역 처리신호 정보가 나타내는 처리신호를 포함하며,In the transmission unit of (e), the 2-1 data includes a processing signal indicated by time domain processing signal information indicated by the first data,
상기 (e)의 전달부에 있어서, 상기 제2-2 데이터는, 상기 제1 데이터가 표시하는 주파수 영역 처리신호 정보가 나타내는 처리신호를 포함하는, 측정 검사 장치가 제공된다.In the transmission unit of (e), the measurement and inspection device is provided, wherein the 2-2 data includes a processed signal indicated by frequency domain processed signal information indicated by the first data.
바람직하게는, 저장부를 더 포함하며,Preferably, it further includes a storage unit,
상기 저장부는 제1 저장부와 제2 저장부를 포함하며,The storage unit includes a first storage unit and a second storage unit,
상기 제1 저장부에는 상기 제1 데이터가 저장되며,The first data is stored in the first storage unit,
상기 제2 저장부에는 상기 제2 데이터가 저장된다.The second data is stored in the second storage unit.
바람직하게는, 저장부를 더 포함하며,Preferably, it further includes a storage unit,
상기 저장부는 제1 저장부와 제2-1 저장부와 제2-2 저장부를 포함하며,The storage unit includes a first storage unit, a 2-1 storage unit, and a 2-2 storage unit,
상기 제1 저장부에는 상기 제1 데이터가 저장되며,The first data is stored in the first storage unit,
상기 제2-1 저장부에는 상기 제2-1 데이터가 저장되며,The 2-1 data is stored in the 2-1 storage unit,
상기 제2-2 저장부에는 상기 제2-2 데이터가 저장된다.The 2-2 data is stored in the 2-2 storage unit.
바람직하게는, 상기 처리부는 상기 기계 장치가 정상인지의 여부인 정상 여부 정보를 생성하여 상기 제1 데이터에 추가한다.Preferably, the processing unit generates normal status information, which indicates whether the mechanical device is normal, and adds it to the first data.
바람직하게는, 상기 제1 데이터는, 상기 진동 센서가 상기 기계 장치의 어느 부위에 장착되었는지를 식별하는 센서 위치 정보를 포함한다.Preferably, the first data includes sensor position information that identifies where the vibration sensor is mounted on the mechanical device.
바람직하게는, 상기 A/D 변환부에서, 상기 샘플링 주파수는 상기 전기적 신호의 가장 높은 피크 주파수의 2배 이상 2.2배 이하로 설정되고, Preferably, in the A/D converter, the sampling frequency is set to be at least 2 times and at most 2.2 times the highest peak frequency of the electrical signal,
상기 제1 데이터에는 상기 샘플링 주파수가 포함된다.The first data includes the sampling frequency.
바람직하게는, 상기 기계 장치가 복수개 존재하고, 상기 복수의 기계 장치 중 하나를 대상 설비라 하고, 상기 기계 장치 중 대상 설비를 제외한 것을 타 설비라 하면,Preferably, if there are a plurality of mechanical devices, one of the plurality of mechanical devices is referred to as a target facility, and any of the mechanical devices excluding the target facility is referred to as other facilities,
상기 처리부는, 상기 대상 설비 이외의 상기 타 설비에서 발생하는 노이즈 진동을 차감하여 신호를 변환하는 기능을 가진 차감 변환부를 포함한다.The processing unit includes a subtraction conversion unit that has a function of converting a signal by subtracting noise vibration generated from the other equipment other than the target equipment.
바람직하게는, 상기 차감 변환부는,Preferably, the subtraction conversion unit,
(i) 상기 복수의 기계 장치 중에서 하나씩의 기계 장치만 작동할 때에 있어서의, 모든 기계 장치 각각에서 느끼는 진동을 측정하고, (i) Measure the vibration felt by each mechanical device when only one mechanical device is operating among the plurality of mechanical devices,
(ii) 상기 (i)에서의 진동 측정치에 기초하여, 상기 대상 설비에 대한 상기 타 설비의 영향을 수치적으로 파악하고,(ii) Based on the vibration measurements in (i) above, the influence of the other equipment on the target equipment is numerically determined,
(iii) 상기 복수의 기계 장치가 가동 중일 때, 상기 특정 설비에서 상기 타 설비에 의한 영향을 감산하여 상기 특정 설비의 보정된 진동 수치를 얻는다.(iii) When the plurality of mechanical devices are in operation, the influence of the other equipment is subtracted from the specific equipment to obtain a corrected vibration value of the specific equipment.
바람직하게는, 상기 기계 장치가 복수개 존재하고, 상기 복수의 기계 장치 중 하나를 대상 설비라 하고, 상기 기계 장치 중 대상 설비를 제외한 것을 타 설비라 하면,Preferably, if there are a plurality of mechanical devices, one of the plurality of mechanical devices is referred to as a target facility, and any of the mechanical devices excluding the target facility is referred to as other facilities,
상기 처리부는, 상기 타 설비의 가동 부하를 센싱하여 상기 대상 설비에의 노이즈 진동의 차감의 반영을 결정한다.The processing unit senses the operating load of the other equipment and determines the reflection of noise vibration reduction to the target equipment.
바람직하게는, 상기 처리부는,Preferably, the processing unit,
(iv) 상기 복수의 기계 장치 각각에 대한 소비 전력을 측정하거나 또는 전송받고,(iv) measure or receive power consumption for each of the plurality of mechanical devices,
(v) 상기 복수의 기계 장치 각각에 대한 소비 전력의 증감 여부를 모니터링하고,(v) monitoring whether power consumption for each of the plurality of mechanical devices increases or decreases,
(vi) 상기 타 설비의 소비 전력이 증가되는 양에 따라서 상기 타 설비의 진동이 상기 대상 설비에 미치는 영향을 측정 또는 계산하고(vi) Measure or calculate the impact of vibration of the other equipment on the target equipment according to the amount of increase in power consumption of the other equipment.
(vii) 상기 대상 설비에서 측정된 진동에서, 상기 (vi)에서 측정된 또는 계산된 영향만큼을 감산한 수치를 상기 대상 설비의 보정 진동 수치로서 이용한다.(vii) From the vibration measured in the target equipment, the value obtained by subtracting the influence measured or calculated in (vi) above is used as the corrected vibration value of the target equipment.
바람직하게는, 상기 기계 장치의 하나에, 상기 진동 센서가 복수개 설치되고, Preferably, a plurality of the vibration sensors are installed in one of the mechanical devices,
상기 진동 센서마다의 센서 위치 정보를 식별하고, 당해 센서 위치 정보에 해당하는 진동 센서로부터의 진동 정보 데이터를, 미리 저장된 기준 데이터와 비교하여, 당해 특정 위치의 이상 여부를 판정한다.Sensor position information for each vibration sensor is identified, and vibration information data from the vibration sensor corresponding to the sensor position information is compared with pre-stored reference data to determine whether the specific position is abnormal.
바람직하게는, 상기 진동 센서로부터의 진동 정보 데이터를 기준 데이터와 비교함에 있어서,Preferably, when comparing vibration information data from the vibration sensor with reference data,
상기 진동 센서 중 하나에 대한 기준 데이터 외에도, 복수의 상기 진동 센서의 집합에 대한 기준 데이터와 비교한다.In addition to reference data for one of the vibration sensors, reference data for a set of a plurality of the vibration sensors is compared.
바람직하게는, 상기 진동 센서에 대응하는 상기 기준 데이터가 미리 저장되어 있지 않은 경우에, 상기 기계 장치의 사용자가 상기 기준 데이터를 지정하여 상기 제1 데이터에 포함시킨다.Preferably, when the reference data corresponding to the vibration sensor is not stored in advance, the user of the mechanical device specifies the reference data and includes it in the first data.
바람직하게는, 상기 사용자가 상기 기준 데이터를 지정함에 있어서, 일정 시간 동안 문제없이 작동한 기계의 진동 정보 데이터를 이용한다.Preferably, when the user specifies the reference data, vibration information data of a machine that has operated without problems for a certain period of time is used.
본 발명에 의하면, 본 발명의 검사 장치(10)는 하나 이상의 기계(도 2의 F1, 또는 도 5의 F1~FM)(기계, 기계 장치, 설비, 시설물 등으로 칭함)에서 발생하는 진동을 계측 인자(계측 대상)로 하고, 계측된 진동 값을 처리하여 기계의 이상 유무 진단 및 모니터링의 기능 역할을 수행한다. 이와 같은 기능은 진동을 유발하는 구성요소를 포함한 다양한 기계, 설비와, 시설물에 적용될 수 있다.According to the present invention, the inspection device 10 of the present invention measures vibration occurring in one or more machines (F1 in FIG. 2 or F1 to FM in FIG. 5) (referred to as machines, mechanical devices, equipment, facilities, etc.) It is used as a factor (measurement target) and the measured vibration value is processed to perform the function of diagnosing and monitoring machine abnormalities. This function can be applied to a variety of machines, equipment, and facilities, including components that cause vibration.
다만, 이는 효과의 일예이며, 본 발명의 구성으로 인한 효과가 이에 한정되는 것은 아님은 물론이다.However, this is an example of the effect, and of course, the effect resulting from the configuration of the present invention is not limited to this.
본 발명에 따른 효과는 이상에서 예시된 내용에 의해 제한되지 않으며, 더욱다양한 효과들이 본 명세서 내에 포함되어 있다.The effects according to the present invention are not limited to the contents exemplified above, and further various effects are included in the present specification.
도 1은 본 발명에 따른 측정 검사 장치(10)를 가장 개략적으로 나타낸 구성도이다.Figure 1 is a schematic configuration diagram of the measurement and inspection device 10 according to the present invention.
도 2는 본 발명의 측정 검사 장치(10)를 측정 대상인 기계 장치(F1)에 적용한 일예를 나타내는 도면이다.Figure 2 is a diagram showing an example of applying the measurement and inspection device 10 of the present invention to a mechanical device F1 that is a measurement target.
도 3은 본 발명의 각 구성요소에 대해 더욱 상세히 설명한 일실시예의 도면이다.Figure 3 is a diagram of an embodiment explaining each component of the present invention in more detail.
도 4는 본 발명의 각 구성요소에 대해 더욱 상세히 설명한 다른 일실시예의 도면이다.Figure 4 is a diagram of another embodiment explaining each component of the present invention in more detail.
도 5는, 도 2와는 상이한, 본 발명의 일실시예를 나타낸다.Figure 5 shows an embodiment of the present invention, which is different from Figure 2.
도 6은 본 발명의 측정 검사 장치(10)의 처리 흐름도이다.Figure 6 is a processing flowchart of the measurement and inspection device 10 of the present invention.
도 7은 기계 1(F1)와 기계 2(F2)에 각각 복수개의 센서가 부착되어 있는 모습을 나타낸다.Figure 7 shows a plurality of sensors attached to machine 1 (F1) and machine 2 (F2), respectively.
도 8a와 도 8b는 이어지는 하나의 흐름이며, 인접 설비의 노이즈 차감에 관련된 흐름을 나타낸다.Figures 8a and 8b are one continuous flow and show a flow related to noise reduction from adjacent facilities.
도 9a와 도 9b는 이어지는 하나의 흐름이며, 소비 전력의 증가(부하 증가)에 관련된 흐름을 나타낸다.Figures 9A and 9B are one continuous flow and show a flow related to an increase in power consumption (increase in load).
본 발명의 이점 및 특징, 그리고 그것들을 달성하는 방법은 첨부되는 도면과 함께 상세하게 후술되어 있는 실시예들을 참조하면 명확해질 것이다. 그러나 본 발명은 이하에서 개시되는 실시예들에 한정되는 것이 아니라 서로 다른 다양한 형태로 구현될 것이며, 단지 본 실시예들은 본 발명의 개시가 완전하도록 하며, 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 발명의 범주를 완전하게 알려주기 위해 제공되는 것이며, 본 발명은 청구항의 범주에 의해 정의될 뿐이다. 명세서 전체에 걸쳐 동일 참조 부호는 동일 구성 요소를 지칭한다.The advantages and features of the present invention and methods for achieving them will become clear by referring to the embodiments described in detail below along with the accompanying drawings. However, the present invention is not limited to the embodiments disclosed below and will be implemented in various different forms. The present embodiments only serve to ensure that the disclosure of the present invention is complete and that common knowledge in the technical field to which the present invention pertains is not limited. It is provided to fully inform those who have the scope of the invention, and the present invention is only defined by the scope of the claims. Like reference numerals refer to like elements throughout the specification.
도 1은 본 발명에 따른 측정 검사 장치(10)를 가장 개략적으로 나타낸 구성도이다.Figure 1 is a schematic configuration diagram of the measurement and inspection device 10 according to the present invention.
본 발명은 진동을 계측하여 기계 장치의 상태를 모니터링하거나 진단하려는 측정 검사 장치(10)에 대한 것이다.The present invention relates to a measurement and inspection device (10) for monitoring or diagnosing the state of a mechanical device by measuring vibration.
본 발명의 검사 장치(10)는 하나 이상의 기계(도 2의 F1, 또는 도 5의 F1~FM)(기계, 기계 장치, 설비, 시설물 등으로 칭함)에서 발생하는 진동을 계측 인자(계측 대상)로 하고, 계측된 진동 값을 처리하여 기계의 이상 유무 진단 및 모니터링의 기능 역할을 수행한다. 이와 같은 기능은 진동을 유발하는 구성요소를 포함한 다양한 기계, 설비와, 시설물에 적용될 수 있다.The inspection device 10 of the present invention measures vibration occurring in one or more machines (F1 in FIG. 2 or F1 to FM in FIG. 5) (referred to as machines, mechanical devices, equipment, facilities, etc.) as a measurement factor (measurement target). and processes the measured vibration values to perform the function of diagnosing and monitoring machine abnormalities. This function can be applied to a variety of machines, equipment, and facilities, including components that cause vibration.
본 발명의 주안점은, 스마트 공장 또는 Industry 4.0과 같이 제조의 자동화와 기계 설비들의 통합 관리시 진동 계측 신호를 이용한 진단 모니터링을 효율화하고, 진단과 모니터링의 신뢰성을 향상시키고, 시스템 부하를 감소시킬 수 있다는 데에 있다. The main point of the present invention is that it can streamline diagnostic monitoring using vibration measurement signals, improve the reliability of diagnosis and monitoring, and reduce system load during automation of manufacturing and integrated management of mechanical facilities such as smart factories or Industry 4.0. It is there.
이 장치(10)는 진동을 측정하는 진동 센서(11)와 측정된 진동을 처리하는 처리부(12)와 저장부(13)를 포함한다.This device 10 includes a vibration sensor 11 that measures vibration, a processing unit 12 and a storage unit 13 that process the measured vibration.
다만, 이는 일예이며, 진동 센서(11)는 측정 대상인 기계(도 5의 F1~FM)나 설비 등의 일부일 수도 있다.However, this is an example, and the vibration sensor 11 may be a part of a machine (F1 to FM in FIG. 5) or equipment that is a measurement target.
즉, 본 발명의 측정 검사 장치(10)(검사 시스템)는 That is, the measurement and inspection device 10 (inspection system) of the present invention is
(i) 진동 센서(11)를 그 구성요소의 일부로 가져도 좋고,(i) may have the vibration sensor 11 as part of its components,
(ii) 측정 검사 장치(10)의 일부는 아니지만, 측정 대상에 부착되어 있는 진동 센서(11)로부터 진동에 관한 계측 신호를 수신 받는 형태로도 실현 가능하다.(ii) Although it is not part of the measurement and inspection device 10, it can also be implemented in the form of receiving a measurement signal related to vibration from the vibration sensor 11 attached to the measurement object.
그러한 의미에서 도 1의 진동 센서(11)는 점선으로 처리되어 있다. 다시 말해, 진동 센서(11) 자체의 존재는 필수적이지만, 이 진동 센서(11)는 측정 검사 장치(10)의 일부일 수도 있고, 아닐 수도 있음을 의미한다.In that sense, the vibration sensor 11 in FIG. 1 is indicated by a dotted line. In other words, the presence of the vibration sensor 11 itself is essential, but this means that the vibration sensor 11 may or may not be part of the measurement and inspection device 10.
저장부(13)가 점선으로 표시된 것도 마찬가지이다. 데이터를 저장하는 구성 요소는 당연히 필요하지만, 이를 처리부(12) 내에서 자체적으로 행해도 좋고, 처리부(12)의 외부(반드시 측정 검사 장치(10)의 외부를 의미하는 것은 아님)에 있는 별도의 저장부(13)라도 좋다는 의미이다.The same applies to the fact that the storage unit 13 is indicated by a dotted line. Components for storing data are of course necessary, but this may be done on its own within the processing unit 12, or as a separate component located outside the processing unit 12 (which does not necessarily mean outside the measurement and inspection device 10). This means that even the storage unit 13 is fine.
처리 신호는 계측 신호(진동 센서(11)로부터의 신호)에서 잡음 제거, 샘플링, 변환 등의 과정을 거친 신호이다. 상황에 따라, A/D 변환부(12-2)의 출력을 처리 신호라 할 수도 있고, 영역 변환부(12-3)의 출력을 처리 신호라 할 수도 있을 것이다. 본 명세서에서 대체로 '처리 신호'라는 용어는 시간 영역 처리 신호와 주파수 영역 처리 신호를 포괄하는 개념으로 사용되는 경우가 많다.The processed signal is a signal that has undergone processes such as noise removal, sampling, and conversion from the measurement signal (signal from the vibration sensor 11). Depending on the situation, the output of the A/D converter 12-2 may be referred to as a processed signal, or the output of the area converter 12-3 may be referred to as a processed signal. In this specification, the term 'processed signal' is often used to encompass a time domain processed signal and a frequency domain processed signal.
도 2는 본 발명의 측정 검사 장치(10)를 측정 대상인 기계 장치(F1)에 적용한 일예를 나타내는 도면이다.Figure 2 is a diagram showing an example of applying the measurement and inspection device 10 of the present invention to a mechanical device F1 that is a measurement target.
도 2에서 기계 1(F1)이라고 도시된 것은 측정 검사 장치(10)의 일부는 아니며, 측정 검사 장치(10)가 측정하려는 대상이다.What is shown as machine 1 (F1) in FIG. 2 is not part of the measurement and inspection device 10, but is the object that the measurement and inspection device 10 is intended to measure.
기계 1(F1)이라 표시된 부재는 기계, 기계 장치, 설비, 시설물 등 다양한 이름으로 불리울 수 있다. 이에 한정되는 것은 아니지만, 전형적인 일예를 들자면, 공장에 배치된 10개의 동일한 선반(공작 기계) 중 하나 이상일 수 있다. 도 2에서는 기계 1(F1) 하나만이 도시되어 있으나, 측정 대상인 기계는 하나라도 좋고, 예컨대 도 5에서 후술하는 바와 같이 복수의 기계(바람직하게는 동일 모델인 복수의 기계)를 측정 대상으로 하는 것도 좋다.The member labeled Machine 1 (F1) may be called by various names such as machine, mechanical device, equipment, or facility. Although it is not limited thereto, as a typical example, it may be one or more of 10 identical lathes (machine tools) placed in a factory. Although only machine 1 (F1) is shown in FIG. 2, the measurement target may be one machine, and for example, as described later in FIG. 5, multiple machines (preferably multiple machines of the same model) can be used as measurement targets. good night.
도 2에서, 기계 1(F1)에는 진동 센서(11)가 설치(부착)되어 있다. 이 진동 센서는 처리부(12)에 연결되고, 처리부(12)는 저장부(13)에 연결된다.In Fig. 2, a vibration sensor 11 is installed (attached) to machine 1 (F1). This vibration sensor is connected to the processing unit 12, and the processing unit 12 is connected to the storage unit 13.
진동 센서(11) 자체의 존재는 필수적이지만, 이 진동 센서(11)는 측정 검사 장치(10)의 일부일 수도 있고, 아닐 수도 있음에 대해서는 도 1과 관련하여 전술한 바 있다.The presence of the vibration sensor 11 itself is essential, but it has been described above with reference to FIG. 1 that the vibration sensor 11 may or may not be part of the measurement and inspection device 10.
도 3은 본 발명의 각 구성요소에 대해 더욱 상세히 설명한 일실시예의 도면이다.Figure 3 is a diagram of an embodiment explaining each component of the present invention in more detail.
도 3에서, 진동 센서(11)는 측정 대상인 하나 이상의 기계 장치(F1 등)의 물리적 진동을 전기적 신호로 변환한다.In FIG. 3, the vibration sensor 11 converts the physical vibration of one or more mechanical devices (such as F1) to be measured into electrical signals.
이에 한정되는 것은 아니지만, 진동 센서(11)는 측정하는 물리량에 따라 변위를 측정하는 변위 센서(11A), 속도를 측정하는 속도 센서(11B), 가속도를 측정하는 가속도 센서(11C) 중의 하나 이상일 수 있다. 물론 다른 종류의 물리량을 측정하는 센서일 수도 있다.Although not limited thereto, the vibration sensor 11 may be one or more of a displacement sensor 11A that measures displacement according to the physical quantity to be measured, a speed sensor 11B that measures speed, and an acceleration sensor 11C that measures acceleration. there is. Of course, it could also be a sensor that measures other types of physical quantities.
처리부(12)는 진동 센서로부터의 데이터의 수신, 진동의 전기 신호의 AD 변환, 시간 영역 신호의 주파수 영역으로의 변환, 처리신호 정보 생성 기능, 전달/저장을 포함한다. The processing unit 12 includes reception of data from a vibration sensor, AD conversion of an electrical signal of vibration, conversion of a time domain signal into a frequency domain, processing signal information generation function, and transmission/storage.
이는 도 3에 도시된 수신부(12-1), A/D 변환부(12-2), 영역 변환부(12-3), 처리신호 정보 생성부(12-4), 전달(및/또는 저장)부(12-5)에 의해 행해진다.This includes the reception unit 12-1, A/D conversion unit 12-2, area conversion unit 12-3, processing signal information generation unit 12-4, and transmission (and/or storage) shown in FIG. ) is carried out by part (12-5).
시간 영역 처리신호 정보는 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하고, 주파수 영역 처리신호 정보는 샘플링 주파수 구간 정보, 샘플링 주파수 간격 정보를 포함하여 각각 구성된다. The time domain processing signal information includes sampling time section information and sampling time interval information, and the frequency domain processing signal information includes sampling frequency section information and sampling frequency interval information.
처리부(12)는 신호를 제1 데이터(D1)와 제2 데이터(D2)로 구분하여 전달 및/또는 저장(전달/저장부(12-5))한다.The processing unit 12 divides the signal into first data D1 and second data D2 and transmits and/or stores the signal (transfer/storage unit 12-5).
제1 데이터(D1)는 The first data (D1) is
(i) 처리 신호에 시간 영역 정보와 주파수 영역 정보의 포함을 식별하는 식별자(처리 신호 식별자), (i) an identifier that identifies the inclusion of time-domain information and frequency-domain information in the processed signal (processed signal identifier);
(ii) 상기 (i)의 처리 신호 식별자가 표시하는 영역의 처리 신호의 정보, (ii) Information on the processed signal in the area indicated by the processed signal identifier in (i) above,
(iii) 처리 신호 정보가 수집된 기계 아이디 정보, 수집된 일시 정보(iii) Machine ID information from which processing signal information was collected, collected date and time information
를 포함한다.Includes.
제2 데이터(D2)는 제1 데이터(D1)가 표시하는 처리신호 정보가 나타내는 처리 신호를 포함한다.The second data D2 includes the processed signal indicated by the processed signal information indicated by the first data D1.
측정 검사 장치(10)는 처리부(12)와 별도로 데이터(예컨대, 제1 데이터(D1), 제2 데이터(D2), 및/또는 그 외의 데이터)를 저장하는 저장부(13)를 구비할 수 있다. 물론, 별도의 저장부(13) 없이, 처리부(12)의 전달/저장부(전달 및/또는 저장부)(12-5)가 저장부(13)의 기능을 수행하는 것도 가능하다. 그런 의미에서 저장부(13)가 점선으로 처리되어 있다.The measurement and inspection device 10 may be provided with a storage unit 13 that stores data (e.g., first data D1, second data D2, and/or other data) separately from the processing unit 12. there is. Of course, it is also possible for the transmission/storage unit (transmission and/or storage unit) 12-5 of the processing unit 12 to perform the function of the storage unit 13 without a separate storage unit 13. In that sense, the storage unit 13 is indicated by a dotted line.
처리부(12)는 사용자의 설정에 따라 주파수 영역 처리신호 생성을 보류 또는 생략할 수 있고, 이 경우 제2 데이터(D2)는 시간 영역의 처리 처리 신호만으로 구성될 수 있다. 즉, 필요에 따라서는, 영역 변환부(12-3)는 아예 존재하지 않아도 좋고, 또는 영역 변환부(12-3)가 존재하더라도 기능하지 않도록 꺼 둘 수도 있다.The processing unit 12 may suspend or omit the generation of the frequency domain processing signal according to the user's settings, and in this case, the second data D2 may consist of only the time domain processing signal. That is, if necessary, the area conversion unit 12-3 may not exist at all, or even if the area conversion unit 12-3 exists, it may be turned off so that it does not function.
처리부(12)는, 개별 기계별로 각각이 존재할 수도 있고, 또는 하나의 처리부(12)가 다수의 기계의 진동 계측 신호를 처리하도록 구비될 수도 있다. 즉, 도 5에서 후술하겠으나, M개의 측정 대상(F1~FM)이 있다면, 처리부(12) 하나만으로 M개의 측정 대상(F1~FM)으로부터의 신호를 처리하는 경우도 가능하고(이러한 경우가 도 5의 도시 사항), 또는 M개의 측정 대상(F1~FM)이 있다면, 처리부(12)도 각각 기계 하나씩에 대응하도록 M개 존재하는 경우도 가능하다(이러한 경우는 미도시).The processing unit 12 may exist for each individual machine, or one processing unit 12 may be provided to process vibration measurement signals from multiple machines. That is, as will be described later in FIG. 5, if there are M measurement objects (F1 to FM), it is possible to process signals from the M measurement objects (F1 to FM) with only the processing unit 12 (this case is also 5), or if there are M measurement objects (F1 to FM), it is possible for there to be M processing units 12, each corresponding to one machine (this case is not shown).
처리부(12)는 기계의 상태, 즉, 정상 여부 정보를 생성할 수 있고, 제1 데이터(D1)에 추가할 수 있다.The processing unit 12 can generate information about the state of the machine, that is, whether it is normal, and add it to the first data D1.
제1 데이터(D1)에는, 기계 상태 판단에 참조하기 위한 기준 처리신호 여부가 정보로서 포함될 수 있다.The first data D1 may include information on whether there is a reference processing signal for reference in determining the machine state.
제1 데이터(D1)에는 기계 계측 신호 정보 뿐 아니라, 온도 습도 등 기계장치의 설치 가동 환경 정보를 포함할 수 있다.The first data D1 may include not only machine measurement signal information but also information on the installation and operation environment of the machine, such as temperature and humidity.
기계(F1 등)에 하나 이상의 진동 센서(11)가 장착된 경우, 진동 신호가 계측된 센서(11)가 장착된 기계 부위를 식별하는 정보가 제1 데이터(D1)에 포함될 수 있다.When one or more vibration sensors 11 are mounted on a machine (such as F1), information identifying the machine part where the sensor 11 where the vibration signal is measured may be mounted may be included in the first data D1.
제1 데이터(D1)와 제2 데이터(D2)는 하나의 묶음으로 전송/저장될 수 있다.The first data D1 and the second data D2 may be transmitted/stored as one bundle.
제1 데이터(D1)와 제2 데이터(D2)는 별도로 전송, 저장 또는 관리될 수 있다.The first data D1 and the second data D2 may be transmitted, stored, or managed separately.
제1 데이터(D1)와 제2 데이터(D2)는 데이터의 쌍을 연관할 수 있는 연관 식별자를 각각 포함할 수 있다.The first data D1 and the second data D2 may each include an association identifier capable of associating a pair of data.
제1 데이터(D1)와 제2 데이터(D2)를 별도로 전송, 저장 및/또는 관리하는 경우, 제1 데이터(D1)와 제2 데이터(D2)를 저장하는 각각의 저장부를 구비할 수 있다.When the first data (D1) and the second data (D2) are transmitted, stored, and/or managed separately, separate storage units for storing the first data (D1) and the second data (D2) may be provided.
도 4는 본 발명의 각 구성요소에 대해 더욱 상세히 설명한 다른 일실시예의 도면이다.Figure 4 is a diagram of another embodiment explaining each component of the present invention in more detail.
도 4는 도 3과 거의 동일한데, 차이가 있는 부분은 제2-1 저장부(12-2')와 제2-2 저장부(12-2")의 존재 여부이다. 엄밀하게 말하면, 도 3의 제2 저장부(12-2)의 기능이 도 4의 제2-1 저장부(12-2')와 제2-2 저장부(12-2")로 분리되어 있다. 그리고, 도 4만으로는 알 수 없지만, 그에 따라 전달/저장부(12-5)의 기능도 다소 상이하다. 상황에 따라서는, 처리 신호 정보 생성부(12-4)의 기능도 다소 상이할 수도 있다.FIG. 4 is almost the same as FIG. 3, but the difference is in the presence or absence of the 2-1 storage unit 12-2' and the 2-2 storage unit 12-2". Strictly speaking, FIG. The functions of the second storage unit 12-2 in 3 are separated into the 2-1 storage unit 12-2' and the 2-2 storage unit 12-2" in FIG. 4. And, although it cannot be seen from Figure 4 alone, the function of the transmission/storage unit 12-5 is also somewhat different accordingly. Depending on the situation, the function of the processing signal information generating unit 12-4 may also be somewhat different.
도 4와 관련하여, 진동을 계측하여 기계 장치의 상태를 모니터링하거나 진단하려는 측정 검사 장치(10)는 진동을 측정하는 진동 센서(11)와 측정된 진동을 처리하는 처리부(12)와 저장부(13)로 구성된다.4 , the measurement and inspection device 10 for monitoring or diagnosing the state of a mechanical device by measuring vibration includes a vibration sensor 11 for measuring vibration, a processing unit 12 for processing the measured vibration, and a storage unit ( 13).
도 3에서의 설명과 마찬가지로, 진동 센서(11)는 물리적 진동을 전기적 신호로 변환하고, 처리부(12)는 진동의 전기신호의 A/D 변환, 시간 영역 신호의 주파수 영역으로의 변환, 처리신호 정보 생성 기능을 포함한다. 시간영역 처리신호 정보는 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하고, 주파수 영역 처리신호 정보는 샘플링 주파수 구간 정보, 샘플링 주파수 간격 정보를 포함하여 각각 구성된다. As described in FIG. 3, the vibration sensor 11 converts physical vibration into an electrical signal, and the processing unit 12 performs A/D conversion of the electrical signal of the vibration, conversion of the time domain signal to the frequency domain, and processing signals. Includes information generation function. The time domain processing signal information includes sampling time section information and sampling time interval information, and the frequency domain processing signal information includes sampling frequency section information and sampling frequency interval information.
다만 다른 점으로는, 처리부(12)의 전달/저장부(12-5)는 신호를 제1 데이터(D1), 제2-1 데이터(D2-1)와, 제2-2 데이터(D2-2)로 구분하여 전달 또는 저장한다.However, the difference is that the transmission/storage unit 12-5 of the processing unit 12 transmits the signal to the first data D1, the 2-1 data D2-1, and the 2-2 data D2- 2) Separate and transmit or store.
즉, 도 3에서는 전달/저장부(12-5)가 제1 데이터(D1)와 제2 데이터(D2)로 나누었다. 제1 데이터는 일종의 메타데이터(메타데이터+식별정보)이다. 제2 데이터는 처리 신호이며 예컨대 로 데이터(raw data)일 수 있다.That is, in FIG. 3, the transmission/storage unit 12-5 is divided into first data D1 and second data D2. The first data is a type of metadata (metadata + identification information). The second data is a processed signal and may be, for example, raw data.
이와 달리, 도 4에서는 전달/저장부(12-5)가 제1 데이터(D1)와 제2-1 데이터(D2-1)와 제2-2 데이터(D2-2)로 나눈다. 제1 데이터는 일종의 메타데이터(메타데이터+식별정보)이다. 제2-1 데이터는 처리 신호 중에서 시간 영역 처리 신호이며 예컨대 로 데이터(raw data)일 수 있다. 제2-2 데이터는 처리 신호 중에서 주파수 영역 처리 신호이며 예컨대 로 데이터일 수 있다.In contrast, in FIG. 4, the transmission/storage unit 12-5 divides the data into first data D1, 2-1 data D2-1, and 2-2 data D2-2. The first data is a type of metadata (metadata + identification information). The 2-1st data is a time domain processed signal among processed signals and may be, for example, raw data. The 2-2 data is a frequency domain processed signal among processed signals and may be raw data, for example.
다시 말해, 도 3에서는 제1 데이터(D1)가 도 3의 제1 저장부(13-1)에 저장되며, 제2 데이터(D2)가 도 3의 제2 저장부(13-2)에 저장된다.In other words, in FIG. 3, the first data D1 is stored in the first storage unit 13-1 of FIG. 3, and the second data D2 is stored in the second storage unit 13-2 of FIG. 3. do.
한편, 도 4에서는 제1 데이터(D1)가 도 4의 제1 저장부(13-1)에 저장되며, 제2-1 데이터(D2-1)가 도 4의 제2 저장부(13-2)에 저장되며, 제2-2 데이터(D2-2)가 도 4의 제2-2 저장부(13-2")에 저장된다.Meanwhile, in FIG. 4, the first data D1 is stored in the first storage unit 13-1 of FIG. 4, and the 2-1 data D2-1 is stored in the second storage unit 13-2 of FIG. 4. ), and the 2-2 data (D2-2) is stored in the 2-2 storage unit (13-2") of FIG. 4.
어떤 의미에서는 도 4와 관련된 제2-1 데이터(D2-1)와 제2-2 데이터(D2-2)의 합집합이 도 3과 관련된 제2 데이터(D2)가 된다고 볼 수 있을 것이다.In a sense, it can be seen that the union of the 2-1 data (D2-1) and the 2-2 data (D2-2) related to FIG. 4 becomes the second data (D2) related to FIG. 3.
제1 데이터(D1)는 The first data (D1) is
(i) 처리신호에 시간 영역 정보와 주파수 영역 정보의 포함을 식별하는 식별자, (i) An identifier that identifies the inclusion of time domain information and frequency domain information in the processed signal,
(ii) 상기 (i)의 처리신호 식별자가 표시하는 영역의 처리신호의 정보, (ii) Information on the processing signal in the area indicated by the processing signal identifier in (i) above,
(iii) 처리신호 정보가 수집된 기계 아이디 정보, 수집된 일시 정보(iii) Machine ID information from which processing signal information was collected, collected date and time information
를 포함하고,Including,
제2-1 데이터(D2-1)는 제1 데이터(D1)가 표시하는 시간 영역의 처리신호 정보가 나타내는 처리 신호를 포함하고,The 2-1 data (D2-1) includes a processing signal indicated by the processing signal information in the time domain indicated by the first data (D1),
제2-2 데이터(D2-2)는 제1 데이터(D1)가 표시하는 주파수 영역의 처리신호 정보가 나타내는 처리 신호를 포함한다.The 2-2 data D2-2 includes a processed signal indicated by the processed signal information in the frequency domain indicated by the first data D1.
도 5는, 도 2와는 상이한, 본 발명의 일실시예를 나타낸다.Figure 5 shows an embodiment of the present invention, which is different from Figure 2.
본 발명의 검사 장치(10)는 하나 이상의 기계(F1~FM)(기계, 기계 장치, 설비, 시설물 등으로 칭함)에서 발생하는 진동을 계측 인자(계측 대상)로 하고, 계측된 진동 값을 처리하여 기계의 이상 유무 진단 및 모니터링의 기능 역할을 수행한다. 이와 같은 기능은 진동을 유발하는 구성요소를 포함한 다양한 기계, 설비와, 시설물에 적용될 수 있다.The inspection device 10 of the present invention uses vibration occurring in one or more machines (F1 to FM) (referred to as machines, mechanical devices, equipment, facilities, etc.) as a measurement factor (measurement target), and processes the measured vibration value. It performs the function of diagnosing and monitoring machine abnormalities. This function can be applied to a variety of machines, equipment, and facilities, including components that cause vibration.
본 발명의 주안점은, 스마트 공장 또는 Industry 4.0과 같이 제조의 자동화와 기계 설비들의 통합 관리시 진동 계측 신호를 이용한 진단 모니터링을 효율화하고, 진단과 모니터링의 신뢰성을 향상시키고, 시스템 부하를 감소시킬 수 있다는 데에 있다. The main point of the present invention is that it can streamline diagnostic monitoring using vibration measurement signals, improve the reliability of diagnosis and monitoring, and reduce system load during automation of manufacturing and integrated management of mechanical facilities such as smart factories or Industry 4.0. It is there.
본 발명의 일실시예의 구성에 있어서, 스마트 공장은 다수의 동종 설비(F1~FM; 기계 장치)를 구비하고 있으며, 기계별로 하나 이상의 진동을 계측하는 수단인 센서(11)(진동 센서(11)라고도 함)를 구비하며, 다수의 센서(11)는 계측된 신호를 처리부(12)(구체적으로는 처리부(12)의 수신부(12-1))로 전송한다. In the configuration of one embodiment of the present invention, the smart factory is equipped with a number of similar equipment (F1 to FM; mechanical devices), and a sensor 11 (vibration sensor 11), which is a means of measuring one or more vibrations for each machine. ), and the plurality of sensors 11 transmit the measured signals to the processing unit 12 (specifically, the receiving unit 12-1 of the processing unit 12).
도 5를 보면, 기계가 M개 존재(즉, F1~FM까지)하는 경우임을 알 수 있다.Looking at Figure 5, it can be seen that this is the case where there are M machines (that is, from F1 to FM).
그리고, 각각의 기계에는 n개의 센서가 부착되어 있는 것을 알 수 있다. 예컨대, 기계 1(F1)에는 센서(1-1)~센서(1-n)의 n개의 센서가 부착되어 있고 이를 '기계 1(F1)에 대한 센서(11)(진동 센서(11))'라 한다. 또한, 기계 2(F2)에는 센서(2-1)~센서(2-n)의 n개의 센서가 부착되어 있고 이를 '기계 2(F2)에 대한 센서(11)(진동 센서(11))'라 한다. 예컨대, 기계 M(FM)에는 센서(M-1)~센서(M-n)의 n개의 센서가 부착되어 있고 이를 '기계 M(FM)에 대한 센서(11)(진동 센서(11))'라 한다.And, it can be seen that n sensors are attached to each machine. For example, n sensors from sensor 1-1 to sensor 1-n are attached to machine 1 (F1), and these are referred to as 'sensor 11 (vibration sensor 11) for machine 1 (F1)'. It is said that In addition, machine 2 (F2) is equipped with n sensors of sensors (2-1) to sensors (2-n), which are referred to as 'sensor 11 (vibration sensor 11) for machine 2 (F2)'. It is said that For example, n sensors from sensor (M-1) to sensor (M-n) are attached to machine M (FM), and this is called 'sensor 11 (vibration sensor 11) for machine M (FM)'. .
만약 M=1이라면(즉, 측정 대상인 기계가 1개라면) 도 2와 같은 형태가 된다.If M = 1 (i.e., there is one machine to be measured), the form is as shown in Figure 2.
다만, 동종의 복수의 기계(F1~FM)에 대해서 동종의 센서(11)를 부착하는 편이 더 효율적으로 복수의 기계 장치의 모니터링 및 진단을 행할 수 있는 것임을 쉽게 이해될 것이다. However, it will be easily understood that monitoring and diagnosis of the plurality of mechanical devices can be performed more efficiently by attaching the same type of sensor 11 to the plurality of machines (F1 to FM) of the same type.
도 2를 보면 진동 센서(11)가 기계(F1)에 부착된 것으로 표시되어 있는데, 진동 센서(11)는 단일의 센서라도 좋지만, 반드시 진동 센서(11)가 기계당 반드시 1개라는 의미는 아니다. 도 5에 도시된 바와 같이, 하나 이상의 센서(예컨대, 1-1, 1-2, ... 1-n)가 기계 1(F1)에 대한 (집합적인 의미에서의) 진동 센서(11)라고 볼 수 있기 때문이다.Looking at Figure 2, the vibration sensor 11 is shown as attached to the machine (F1). The vibration sensor 11 may be a single sensor, but this does not necessarily mean that there is only one vibration sensor 11 per machine. . As shown in Figure 5, one or more sensors (e.g. 1-1, 1-2, ... 1-n) are called vibration sensors 11 (collectively) for machine 1 (F1). Because you can see it.
물론, 측정 및 분석의 일관성을 위해, 기계 1(F1)~기계 M(FM)은 동종(예컨대, 동일 모델)인 것이 바람직하고, 센서에 있어서도 각 기계(F1~FM)에 대한 첫번째 센서인 1-1, 2-1, ..., M-1은 서로 동일한 센서이며, 각 기계(F1~FM)에 대한 두번째 센서인 1-2, 2-2, ..., M-2는 서로 동일한 센서이며, 각 기계(F1~FM)에 대한 n번째 센서인 1-n, 2-n, ..., M-n은 서로 동일한 센서인 것이 바람직할 것이다. Of course, for consistency of measurement and analysis, it is preferable that Machine 1 (F1) to Machine M (FM) are of the same type (e.g., the same model), and for sensors, 1 is the first sensor for each machine (F1 to FM). -1, 2-1, ..., M-1 are the same sensors, and the second sensors for each machine (F1~FM), 1-2, 2-2, ..., M-2, are the same sensors. It is a sensor, and it would be desirable for the nth sensor 1-n, 2-n, ..., M-n for each machine (F1 to FM) to be the same sensor.
상황에 따라서, 센서(1-1), 센서(1-2)는 동일할 수도(즉, 하나의 기계에 동종의 센서를 2개 이상 부착해도) 좋다. 이는 부위별로 다를 수 있는 진동을 더욱 상세히 파악할 수 있게 해 주기 때문이다.Depending on the situation, the sensors 1-1 and 1-2 may be the same (that is, two or more sensors of the same type may be attached to one machine). This is because it allows a more detailed understanding of vibrations that may vary from part to part.
처리부(12)는 각 센서(11)에서 계측된 아날로그 진동 신호를 디지털화, 푸리에 변환(Fourier transformation) 등과 같이 기계의 진단 모니터링이 가능한 데이터로 처리하는 신호처리 기능을 수행하며, 처리한 신호에 관련한 정보를 생성하고, 처리 신호와 생성 정보를 관리, 전송, 보관하는 기능을 수행한다. The processing unit 12 performs a signal processing function to process the analog vibration signals measured by each sensor 11 into data that can be used for diagnostic monitoring of the machine, such as digitization and Fourier transformation, and provides information related to the processed signals. It performs the function of generating, managing, transmitting, and storing processing signals and generated information.
처리 신호에 관한 정보는, 기본적으로, 시간 영역 처리 신호 정보는 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하고, 주파수 영역 처리 신호 정보는 샘플링 주파수 구간 정보, 샘플링 주파수 간격 정보를 포함하여 각각 구성된다.Information about the processed signal is basically composed of time domain processed signal information including sampling time section information and sampling time interval information, and frequency domain processed signal information including sampling frequency section information and sampling frequency interval information. .
그 상세에 대해서는 도 3, 도 4의 처리부(12)의 각 부재(12-1~12-5)와 관련하여 설명한 바 있다.The details have been described in relation to each member 12-1 to 12-5 of the processing unit 12 in FIGS. 3 and 4.
처리부(12)는 추가적으로 처리 신호를 기반으로 해당 신호를 발생한 센서(11)가 장착된 기계의 정상 여부를 판단하여 생성 정보에 추가할 수 있다. 정상 여부 판단의 기준은 해당 센서(11)에서 계측한 이전의 처리 신호, 타 동종 기계 동일 위치에 장착된 센서(11)들이 계측한 신호를 처리부가 처리했던 처리 신호의 정보를 참조하여, 현재 해당 센서(11) 계측값 처리 신호의 정상 여부를 판단한다. The processing unit 12 may additionally determine whether the machine equipped with the sensor 11 that generated the signal is normal based on the processing signal and add it to the generated information. The standard for determining whether it is normal is by referring to the information on the previously processed signal measured by the relevant sensor 11 and the processed signal processed by the processing unit of the signal measured by sensors 11 mounted at the same location in other machines of the same type. Determine whether the sensor 11 measured value processing signal is normal.
처리 신호의 정상 여부를 신호 정보로 추가하는 것에 더하여, 해당 처리 신호가 이후의 동종 설비(F1~FM), 동일 위치 센서(11)가 계측한 진동 신호의 이상여부 판단에 참조 가능한 처리 신호로 활용한지를 생성 정보에 추가할 수 있다. 이와 같이 참조 가능 표시된 처리 신호는 기존 참조 처리 신호군에 추가하여 참조 역치 및 한계치 설정과 모니터링 기준을 산출하는데 사용될 수 있다. 참조군의 처리와 판단 기준 등은 판단의 신뢰성을 좌우하는 중요한 요소이므로 별도의 언급이 요구된다.In addition to adding whether the processed signal is normal or not as signal information, the processed signal is used as a reference processing signal to determine whether the vibration signal measured by the same equipment (F1 to FM) and the same location sensor (11) is abnormal in the future. Hanji can be added to the creation information. Processing signals marked as available for reference in this way can be added to the existing reference processing signal group and used to set reference thresholds and limits and calculate monitoring standards. The processing of the reference group and the judgment criteria are important factors that determine the reliability of the judgment, so separate mention is required.
처리부(12) 기능에 언급된 처리 신호의 전송, 보관 기능에서 처리 신호와 처리 신호 정보는 하나의 묶음을 전송, 보관이 가능하며, 이와 같은 경우 하나의 저장부(13)에 저장된다. In the processing signal transmission and storage functions mentioned in the processing unit 12 function, the processing signal and processing signal information can be transmitted and stored as a bundle, and in this case, they are stored in one storage unit 13.
처리 신호의 용량, 처리 신호를 저장하는 저장부(13) 용량, 저장과 재생 과정의 처리 효율성 등을 고려하여 처리 신호 정보와 처리 신호는 별도의 저장부(예컨대, 처리 신호 정보는 제1 데이터(D1)의 전부 또는 일부로서 제1 저장소(13-1)에 저장, 처리 신호는 제2 데이터(D2)의 전부 또는 일부로서 제2 저장소(13-2)에 저장)에 보관이 가능하다(전술의 도 3 참조). Considering the capacity of the processed signal, the capacity of the storage unit 13 for storing the processed signal, and the processing efficiency of the storage and reproduction process, the processed signal information and the processed signal are stored in a separate storage unit (for example, the processed signal information is stored in the first data ( Stored in the first storage 13-1 as all or part of D1), the processed signal can be stored in the second storage 13-2 as all or part of the second data D2 (see above) (see Figure 3).
추가적으로, 처리 신호는 시간 영역의 처리 신호와 주파수 영역 처리 신호로 분리하여 전송 또는 저장이 가능하고, 각각 별도의 저장부(예컨대, 처리 신호 정보는 제1 데이터(D1)의 전부 또는 일부로서 제1 저장소(13-1)에 저장, 시간 영역 처리 신호는 제2-1 데이터(D2-1)의 전부 또는 일부로서 제2-1 저장부(13-2')에 저장, 주파수 영역 처리 신호는 제2-2 데이터(D2-2)의 전부 또는 일부로서 제2-2 저장부(13-2")에 저장)에 저장이 가능하다(전술의 도 4 참조). Additionally, the processed signal can be transmitted or stored separately into a time domain processed signal and a frequency domain processed signal, each in a separate storage unit (e.g., the processed signal information is stored in the first data D1 as all or part of the first data D1). Stored in the storage 13-1, the time domain processed signal is stored in the 2-1 storage unit 13-2' as all or part of the 2-1 data D2-1, and the frequency domain processed signal is stored in the 2-1 storage unit 13-2'. All or part of the 2-2 data (D2-2) can be stored in the 2-2 storage unit (13-2") (see FIG. 4 above).
즉, 도 5의 제2 저장부(13-2)는 도 3의 저장부(13)의 구조에 따른 것인데, 이 도 5의 저장부(13-2)는, 도 4의 저장부(13)에서와 같이, 제2-1 저장부(13-2')와 제2-2 저장부(13-2")로 나뉠 수도 있다.That is, the second storage unit 13-2 in FIG. 5 follows the structure of the storage unit 13 in FIG. 3, and the storage unit 13-2 in FIG. 5 is similar to the storage unit 13 in FIG. 4. As in, it may be divided into a 2-1 storage unit 13-2' and a 2-2 storage unit 13-2".
처리 신호(제2 데이터(D2)에 포함)와 처리 신호 정보(제1 데이터(D1)에 포함)를 분리하여 전송 및 보관하는 경우, 처리부(12)는 처리 신호(D2)와 처리 신호 정보(D1)를 연관하는 식별자를 생성하고 각각에 부착하여 전송/보관하고, 재생시 정보에 해당 처리 신호(D2)를 검색 가능하게 한다. When transmitting and storing the processed signal (included in the second data (D2)) and the processed signal information (included in the first data (D1)) separately, the processing unit 12 transmits and stores the processed signal (D2) and the processed signal information (included in the first data (D1)) An identifier associated with D1) is created, attached to each, transmitted/stored, and the corresponding processed signal (D2) can be searched for information during playback.
도 6은 본 발명의 측정 검사 장치(10)의 처리 흐름도이다.Figure 6 is a processing flowchart of the measurement and inspection device 10 of the present invention.
도 6에 기재된 바와 같이, 먼저 S0에서, 측정 대상인 기계/설비/시설물(F1~FM)에 진동 센서(11)가 하나 이상 부착되어 있고, 진동 센서(11)는 기계/설비/시설물(F1~FM)의 물리적 진동을 신호(전기적 신호)로 변환한다.As shown in Figure 6, first, in S0, at least one vibration sensor 11 is attached to the machine/equipment/facility (F1 to FM) that is the measurement target, and the vibration sensor 11 is attached to the machine/equipment/facility (F1 to FM). FM) converts physical vibration into a signal (electrical signal).
이 S0 단계는, 진동 센서(11)를 측정 검사 장치(10)의 일부라 하면, 측정 검사 장치(10)가 수행하는 단계이고, 만약 진동 센서(11)를 측정 검사 장치(10)의 일부가 아니라고 하면, 측정 검사 장치(10)가 수행하는 단계의 전단계이다.This S0 step is a step performed by the measurement and inspection device 10 if the vibration sensor 11 is a part of the measurement and inspection device 10. If the vibration sensor 11 is a part of the measurement and inspection device 10, the S0 step is a step performed by the measurement and inspection device 10. If not, this is a previous step to the step performed by the measurement and inspection device 10.
다음으로, S1에서, 기계 장치(F1 등)에 부착된 진동 센서(11)로부터, (기계 장치에 대한 물리적 진동을 전기적 신호로 변환받아) 수신한다(수신부(12-1)).Next, in S1, (the physical vibration of the mechanical device is converted into an electrical signal) is received from the vibration sensor 11 attached to the mechanical device (F1, etc.) (receiving unit 12-1).
S2에서, 상기 전기적 신호를 아날로그로부터 디지털로 변환한다(A/D 변환부(12-2)).In S2, the electrical signal is converted from analog to digital (A/D conversion unit 12-2).
S3에서, A/D 변환부(12-2)에서 출력된 신호인 시간 영역 신호를 주파수 영역 신호로 변환한다(영역 변환부(12-3)).In S3, the time domain signal, which is the signal output from the A/D converter 12-2, is converted into a frequency domain signal (domain converter 12-3).
S4에서, 시간 영역 신호인 처리신호에 대한 시간 영역 처리신호 정보, 또는 주파수 영역 신호인 처리신호에 대한 주파수 영역 처리신호 정보를 생성한다(처리신호 정보 생성부(12-4)).In S4, time domain processing signal information for a processing signal that is a time domain signal or frequency domain processing signal information for a processing signal that is a frequency domain signal is generated (processing signal information generating unit 12-4).
S5에서, (도 3에 기재된 구성과 관련하여,) 제1 데이터와 제2 데이터를 구분하여 전달 또는 저장한다(전달/저장부(12-5)). 또는, (도 4에 기재된 구성과 관련하여,) 제1 데이터와 제2-1 데이터와 제2-2 데이터를 구분하여 전달 또는 저장한다(전달/저장부(12-5)). In S5, (in relation to the configuration shown in FIG. 3) first data and second data are separately transmitted or stored (transmission/storage unit 12-5). Alternatively, (in relation to the configuration shown in FIG. 4) the first data, the 2-1 data, and the 2-2 data are transmitted or stored separately (transmission/storage unit 12-5).
상기 S4에서, 처리신호 정보 생성부(12-4)에서 생성되는 시간 영역 처리신호 정보는, 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함한다.In S4, the time domain processing signal information generated by the processing signal information generating unit 12-4 includes sampling time section information and sampling time interval information.
상기 S4에서, 처리신호 정보 생성부(12-4)에서 생성되는 주파수 영역 처리신호 정보는, 샘플링 주파수 구간 정보, 샘플링 주파수 간격 정보를 포함한다.In S4, the frequency domain processing signal information generated by the processing signal information generating unit 12-4 includes sampling frequency section information and sampling frequency interval information.
상기 S5에서, 전달부(전달/저장부)(12-5)에 있어서, 상기 제1 데이터(D1)는 In S5, in the transmission unit (transmission/storage unit) 12-5, the first data D1 is
- 상기 처리신호가 시간 영역 신호인지 주파수 영역 신호인지 식별하는 식별자,- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal,
- 상기 식별자가 표시하는 영역의 처리신호 정보- Processing signal information of the area indicated by the identifier
- 상기 처리신호 정보가 수집된 기계 장치의 아이디 정보, 수집된 일시(日時) 정보- ID information of the mechanical device from which the processing signal information was collected, and information on the date and time of collection
를 포함한다.Includes.
상기 S5에서, (도 3의 구성과 관련하여,) 전달부(전달/저장부)(12-5)에 있어서, 제2 데이터(D2)는, 제1 데이터(D1)가 표시하는 처리신호 정보가 나타내는 처리신호를 포함한다.In S5, in the transmission unit (transmission/storage unit) 12-5 (in relation to the configuration of FIG. 3), the second data D2 is processed signal information indicated by the first data D1. Includes the processing signal indicated by .
또는, 상기 S5에서, (도 4의 구성과 관련하여,) 전달부(전달/저장부)(12-5)에 있어서, 제2-1 데이터(D2-1)는, 제1 데이터(D1)가 표시하는 시간 영역 처리신호 정보가 나타내는 처리신호를 포함하며, 제2-2 데이터(D2-2)는, 제1 데이터(D1)가 표시하는 주파수 영역 처리신호 정보가 나타내는 처리신호를 포함한다.Or, in S5, in the transmission unit (transmission/storage unit) 12-5 (in relation to the configuration of FIG. 4), the 2-1 data (D2-1) is the first data (D1) It includes a processed signal indicated by the time domain processed signal information indicated by , and the 2-2 data D2-2 includes a processed signal indicated by the frequency domain processed signal information indicated by the first data D1.
각각의 단계(S0~S5)에 대해서 부연하자면 아래와 같다.Each stage (S0 to S5) is explained in detail as follows.
진동 센서(11)는 측정하는 물리량에 따라 변위를 측정하는 변위 센서(11A), 속도를 측정하는 속도 센서(11B), 가속도를 측정하는 가속도 센서 중의 하나일 수 있다. 여기서 측정하는 물리량인 변위, 속도, 가속도 인자는 다른 인자에 미분 또는 적분 함수를 적용하여 산출이 가능하다. The vibration sensor 11 may be one of a displacement sensor 11A that measures displacement, a speed sensor 11B that measures speed, and an acceleration sensor that measures acceleration according to the physical quantity being measured. Displacement, velocity, and acceleration factors, which are the physical quantities measured here, can be calculated by applying differential or integral functions to other factors.
진동 센서(11)는 각각의 진폭에 비례하는 전기 신호를 발생시킨다. 진동을 측정하는 센서(11)는 진폭 대역, 주파수 대역, 공진 대역 등에 따라 다르기 때문에 측정하고자 하는 진동의 특성에 맞는 적절한 선택이 필요하다. 예를 들어 속도 센서는 정밀하고 전원이 필요없는 경우도 있으나 고유 주파수가 1kHz 이하로 한정되는 약점이 있다. 진동 측정 적용이 많은 경우에 가속도 센서 또는 변위 센서가 사용된다. The vibration sensor 11 generates electrical signals proportional to their respective amplitudes. Since the sensor 11 that measures vibration varies depending on the amplitude band, frequency band, resonance band, etc., it is necessary to select appropriately according to the characteristics of the vibration to be measured. For example, speed sensors are precise and do not require power in some cases, but they have the disadvantage that their natural frequency is limited to 1 kHz or less. In many vibration measurement applications, acceleration sensors or displacement sensors are used.
처리부(12)는 각 센서(11)에서 계측된 아날로그 진동 신호를 디지털화(ADC: Analog digital conversion)한다. 아날로그 신호를 샘플링하여 시간의 함수로 신호값을 추출한다. The processing unit 12 digitizes (ADC: Analog digital conversion) the analog vibration signal measured by each sensor 11. Analog signals are sampled and signal values are extracted as a function of time.
ADC 수행시, 샘플링 이론에 따르면 원리적으로 측정/계측에 유효한 샘플링 주파수는 계측을 할 대상의 신호 주파수의 2배 이상이 되어야 하고, 이 계측 대상의 최대 주파수를 나이퀴스트 주파수(Nyquist frequency)라고 한다. 이에 따라 신호값을 샘플링할 때 샘플링 시간 간격, 즉, 주파수(frequency)는 진동 신호를 주파수 영역으로 변환 후에 기계의 상태 진단과 모니터링을 위해 관심이 필요한 주파수 밴드 영역을 참조하여 결정하여야 하며, 변환 후 관심을 가지는 주파수 영역 최대 주파수의 2배의 주파수에 해당하는 주파수로 샘플링을 수행해야 한다. 검사 장치(10)에서 다루는 최대 주파수를 기준으로 샘플링하는 것이 이상적이나, 관심 주파수 영역은 진단하고자 하는 기계(F1~FM)와 센서(11)의 장착 위치에 따라 분석의 관심이 되는 주파수 영역이 달라질 수 있으므로 기계/센서 별로 샘플링 주파수를 다르게 가져갈 수도 있다. 관심 최대 주파수에 해당하는 샘플링 주파수로 샘플링시, 저장 분석 데이터의 양이 증가하여 검사 시스템(10)의 부하가 증가되는 단점이 있으나, 단일 주파수로 샘플링하고 처리하므로 처리의 단순화가 가능하고, 진단을 리뷰하거나 진단/분석을 적절성 검토 등 개선 검토시에 활용이 가능하므로, 시스템(10)의 용량과 미래의 데이터 활용성을 고려하여 샘플링 주파수를 결정하는 것이 효과적이다.When performing ADC, according to sampling theory, in principle, the effective sampling frequency for measurement/measurement should be more than twice the signal frequency of the measurement target, and the maximum frequency of this measurement target is called the Nyquist frequency. do. Accordingly, when sampling the signal value, the sampling time interval, that is, the frequency, must be determined by referring to the frequency band area that requires attention for diagnosing and monitoring the condition of the machine after converting the vibration signal to the frequency domain. Sampling should be performed at a frequency that is twice the maximum frequency of the frequency region of interest. It is ideal to sample based on the maximum frequency covered by the inspection device 10, but the frequency region of interest for analysis may vary depending on the machine to be diagnosed (F1 to FM) and the mounting location of the sensor 11. Therefore, the sampling frequency may be different for each machine/sensor. When sampling at a sampling frequency corresponding to the maximum frequency of interest, there is a disadvantage in that the amount of stored analysis data increases and the load on the inspection system 10 increases. However, since sampling and processing are performed at a single frequency, processing can be simplified and diagnosis can be improved. Since it can be used when reviewing or reviewing improvements such as reviewing the appropriateness of diagnosis/analysis, it is effective to determine the sampling frequency by considering the capacity of the system 10 and future data usability.
진단 대상 설비의 종류와 상태에 따라 진동 스펙트럼 신호의 왜곡/오류가 발생하지 않을 주파수로 샘플링해야 데이터의 추출, 보관 및 전달을 효율화하는 것이 가능하므로 적절한 샘플링 진동수로 샘플링할 필요가 있다. 본 발명에서 제시하는 적절한 샘플링 진동수는 나이퀴스트 진동수의 2배 이상 2.56배 이하, 바람직하게는 2배 이상 2.2배 이하로 설정하는 것이 효율적이다. 샘플링 주파수가 높을수록 샘플링이 촘촘하게 되므로 명확한 계측 진동 스펙트럼을 얻는 것이 가능하나 데이터의 량이 증가한다. 반대로, 낮은 샘플링 주파수 적용시 진동 스펙트럼의 데이터량이 줄어 계측 시스템의 부하는 감소하나 진동 스펙트럼이 왜곡되어 계측될 수 있다. Depending on the type and condition of the facility being diagnosed, it is necessary to sample at a frequency that does not cause distortion/error of the vibration spectrum signal to streamline data extraction, storage, and transmission, so it is necessary to sample at an appropriate sampling frequency. It is efficient to set the appropriate sampling frequency suggested by the present invention to between 2 and 2.56 times the Nyquist frequency, and preferably between 2 and 2.2 times. The higher the sampling frequency, the denser the sampling, making it possible to obtain a clear measurement vibration spectrum, but the amount of data increases. Conversely, when a low sampling frequency is applied, the amount of data in the vibration spectrum is reduced, reducing the load on the measurement system, but the vibration spectrum may be distorted and measured.
시간 영역 데이터를 주파수 영역 데이터로 변환하는 것은 수학적인 푸리에 변환(Fourier Transformation) 이론에 따르지만, 수학적인 푸리에 변환 이론은 무한 시간 영역에서 파형(wave form)에 연속적(continuous)인 적분을 수행하는 형식이므로 실제 적용하기에는 한계가 있다. 실제로는 불연속적인 시간 함수의 데이터를 소프트웨어와 전자 계산 시스템의 분석적인 계산 방법(Analytical Method calculation)을 적용하여 FFT(Fast Fourier transform), DFT(Discrete Fourier Transform), STFT(Short Time Fourier transform)와 같은 방법으로 주파수 영역의 데이터로 변환한다. Converting time domain data to frequency domain data follows the mathematical Fourier Transformation theory, but the mathematical Fourier Transform theory is a form that performs continuous integration on the wave form in the infinite time domain. There are limits to practical application. In reality, analytical method calculations of software and electronic calculation systems are applied to data of discontinuous time functions, such as FFT (Fast Fourier transform), DFT (Discrete Fourier Transform), and STFT (Short Time Fourier transform). Convert it to frequency domain data using this method.
(그 외의 실시형태)(Other embodiments)
1. 변형예 11. Modification 1
변형예로서, 도 5에서, M은 1 이상, n은 2 이상일 수 있다.As a modified example, in FIG. 5, M may be 1 or more, and n may be 2 or more.
즉, 본 발명이 스마트 공장, 공장 자동화의 관점에서 동종다수 설비(F1~FM)에 많은 양의 계측 데이터를 수집 처리하는 것을 전제로 하므로, 각각의 기계(예컨대, F1)에 대해서 2개 이상의 센서가 부착되는 것이 바람직한 경우가 많다.In other words, since the present invention is premised on collecting and processing a large amount of measurement data from the same type of equipment (F1 to FM) from the perspective of smart factory and factory automation, two or more sensors are required for each machine (e.g., F1). In many cases, it is desirable to attach.
기계당 하나의 센서로는 그 진동을 측정하기에 다소 부족한 경우가 있을 수 있다. 하나의 기계당 2 이상의 센서를 부착한다고 함은, 당해 하나의 기계에 있어서 그 위치를 달리하는 동종/이종의 센서도 좋고, 동일한 위치에 이종의 센서를 설치하는 것이라도 좋다.In some cases, one sensor per machine may not be enough to measure the vibration. Attaching two or more sensors per machine may mean the same or different types of sensors in different locations on the same machine, or may mean installing different types of sensors at the same location.
이와 같은 구성에 의해, '1개 이상의 기계, 2개 이상의 진동 센서에서 진동 계측 데이터를 수집하도록 구성된 검사 장치'가 효율적으로 동작하며, 다수 설비를 진단/모니터링 하기 위한 해결 수단으로 기능한다.With this configuration, the 'inspection device configured to collect vibration measurement data from one or more machines and two or more vibration sensors' operates efficiently and functions as a solution for diagnosing/monitoring multiple facilities.
2. 변형예 22. Modification 2
또다른 변형예로서, 메타데이터를 포함하는 제1 데이터(D1)에 추가하는 기준 데이터(reference data)의 정보가 있다.As another modified example, there is information on reference data added to the first data D1 including metadata.
즉, 검사기(10)가 진동 정보를 수집하는 다수, 다종의 진동 Sensor들 중에서 참조가 가능하게 하도록, 동종 기계, 동일 부위에 장착된 센서들은 기계 종류와 장착 위치에 대응하는 각각의 분류 식별 번호를 부여하고, 제1 데이터에 추가하여 판정, 분류, 검색 등 관리에 활용한다. In other words, so that the tester 10 can refer to the many and various types of vibration sensors that collect vibration information, sensors mounted on the same machine and in the same area have each classification identification number corresponding to the machine type and mounting location. It is given, added to the first data, and used for management such as judgment, classification, and search.
다시 말해, 어느 센서가 '어떠한 기계에 설치되어 있는지의 정보'(기계 종류 정보)와 '당해 기계의 어느 부위에 장착되어 있는지의 정보'(장착 위치 정보)를 식별 데이터로서 만들어두고, 제1 데이터(D1)에 부가하는 것이다.In other words, 'information on which sensor is installed on which machine' (machine type information) and 'information on which part of the machine it is installed on' (installation location information) are created as identification data, and the first data It is added to (D1).
3. 변형예 33. Modification 3
또다른 변형예로서, 상기 2.의 항목의 기준 데이터를 추가적으로 구체화하여, 기계 1(F1)의 상이한 부위에 4개의 센서를 부착하고 센서끼리의 상대적 위치에 따라, 어느 경로가 문제인지를 알아내는 경우도 있다.As another modified example, the reference data of item 2 above is additionally specified, four sensors are attached to different parts of machine 1 (F1), and according to the relative positions of the sensors, which path is the problem is determined. There are also cases.
이는 도 7을 통해 부연 설명한다.This is further explained through FIG. 7.
도 7은 기계 1(F1)와 기계 2(F2)에 각각 복수개의 센서가 부착되어 있는 모습을 나타낸다.Figure 7 shows a plurality of sensors attached to machine 1 (F1) and machine 2 (F2), respectively.
물론 진동 센서로부터의 신호를 분석하는 것 자체는, 도 7에 도시된 센서(1-1~1-4)와 센서(2-1~2-4)로부터의 진동 신호의 분석에 의하는 것이지만, 그러한 진동 신호의 발생이나 분석 이전에, 기준이 되는 어떠한 기준 데이터(레퍼런스 데이터, 레퍼런스 파형 등)를 처리부(12) 또는 처리부(12)와 연결될 수 있는 서버가 가지고 있는 편이 유리할 수도 있다.Of course, analyzing the signal from the vibration sensor itself is based on the analysis of the vibration signal from the sensors (1-1 to 1-4) and sensors (2-1 to 2-4) shown in FIG. 7. Before generating or analyzing such a vibration signal, it may be advantageous for the processing unit 12 or a server that can be connected to the processing unit 12 to have some reference data (reference data, reference waveform, etc.) as a standard.
즉, (i) 센서(1-1)의 위치(일예로, 좌측 상단)에서는 어떠한 진동이 표준적이며, 센서(1-2)의 위치(일예로, 우측 상단)에서는 어떠한 진동이 표준적이며, 센서(1-3)의 위치(일예로, 좌측 하단)에서는 어떠한 진동이 표준적이며, 센서(1-4)의 위치(일예로, 우측 하단)에서는 어떠한 진동이 표준적이다라는 기준 데이터를 본 발명의 측정 검사 장치(10)가 미리 가지고 있다가, 각각의 센서(1-1~1-4)에서 실제로 얻은 신호와 비교하여 '당해 부위'의 이상 여부를 파악할 수 있으며,That is, (i) what vibration is standard at the location of the sensor 1-1 (e.g., upper left), and what vibration is standard at the location of the sensor 1-2 (e.g., upper right); , reference data indicating what vibration is standard at the position of the sensor 1-3 (eg, lower left), and what vibration is standard at the position of the sensor 1-4 (eg, lower right). The measurement and inspection device 10 of the present invention can determine whether there is an abnormality in the 'part' by comparing it with the signals actually obtained from each sensor (1-1 to 1-4).
(ii) 다소 변형하자면, 예컨대, 우측 상단에서 좌측 하단에 걸쳐서 찌그러짐이 있으면(도 7의 화살표 참조), 어떠한 진동이 생기더라 하는 것을 기준 데이터로 갖고 있을 수도 있고, 이러한 경우에는, 상기 (i)처럼 특정 부위(스팟)만 가지고 판단하는 것에 비해서 더욱 구체적인 기계의 현 상태에 대한 진단 정보를 얻을 수 있다(즉, 센서(1-2)와 센서(1-3)의 세트에 대한 기준 데이터를 이용).(ii) To modify it somewhat, for example, if there is a distortion from the upper right to the lower left (see arrow in FIG. 7), it may be possible to have as reference data whether any vibration occurs. In this case, (i) above Compared to making a judgment based on only a specific part (spot), more specific diagnostic information about the current state of the machine can be obtained (i.e., using reference data for the set of sensors (1-2) and sensors (1-3) ).
이러한 기준 데이터(레퍼런스 데이터)와의 비교는 원격 통신을 통해 행해질 수 있으며, 어느 센서로부터의 데이터인지, 또는 어느 경로(센서의 집합)에서의 데이터인지를 알 수 있다.Comparison with such standard data (reference data) can be done through remote communication, and it is possible to know which sensor the data is from or which path (set of sensors) the data is from.
이러한 경우의 처리의 이점으로는, 예컨대,Advantages of processing this case include, for example:
- 당해 기계의 어떠한 부위에 문제가 있는지 알 수 있다는 점도 있고, - It is also possible to find out which part of the machine has a problem,
- 또한, 도 7에서 '센서(1-2)→센서(1-3) 경로'와 '센서(2-2)→센서(2-3) 경로'의 진동 결과가 상이한데, 어떠한 진동이 잘못된 것인지(즉, 기계 1(F1)에 문제가 있는 것인지 기계 2(F2)에 문제가 있는 것인지) 파악하기에 용이해진다는 점도 있다. - Also, in Figure 7, the vibration results of 'Sensor (1-2) → Sensor (1-3) path' and 'Sensor (2-2) → Sensor (2-3) path' are different, and which vibration is wrong? There is also the point that it becomes easier to determine whether the problem is with machine 1 (F1) or machine 2 (F2).
다른 관점에서 다시 정리해 보면, 공작 기계(선반, 밀링 머신 등)가 설치된 스마트 팩토리에 있어서, 메타데이터(D1; 제1 데이터)와 실제의 진동 정보(D2; 제2 데이터)를 구분함에 있어서, 메타데이터(제1 데이터(D1))에 센서의 위치 정보를 넣어둔다는 것이다(도 7을 예로 들면, '기계 1(F1)에 센서 4개가 부착되어 있다'는 정보에 그치는 것이 아니라, '기계 1(F1)의 좌상단의 특정 위치에 센서(1-1)가, 우상단의 특정 위치에 센서(1-2)가, 좌하단의 특정 위치에 센서(1-3)가, 우하단의 특정 위치에 센서(1-4)가 설치되어 있다'는 정보를 제1 데이터(D1)에 포함시킨다는 것이다.To summarize from a different perspective, in a smart factory where machine tools (lathes, milling machines, etc.) are installed, in distinguishing between metadata (D1; first data) and actual vibration information (D2; second data), meta This means that the location information of the sensor is stored in the data (first data (D1)) (taking FIG. 7 as an example, it is not limited to the information that '4 sensors are attached to machine 1 (F1)', but 'machine 1 (F1)'. Sensor (1-1) is at a specific location in the upper left corner of (F1), sensor (1-2) is at a specific location in the upper right corner, sensor (1-3) is at a specific location in the lower left corner, and sensor (1-3) is at a specific location in the lower right corner. This means that information indicating that the sensor 1-4 is installed is included in the first data D1.
이러한 정보(센서의 구체적인 위치 정보)를 제1 데이터(D1)에 넣어두면, 기준 데이터(레퍼런스 정보)와 현재의 센서로부터 얻은 정보를 더욱 정확한 형태로 비교 가능해진다.If this information (specific location information of the sensor) is stored in the first data (D1), it becomes possible to compare the standard data (reference information) and the information obtained from the current sensor in a more accurate form.
물론, 이러한 기준 데이터는 시간 영역의 것일 수도 있고, 주파수 영역의 것일 수도 있다.Of course, this reference data may be in the time domain or the frequency domain.
또한, 이러한 비교는 상기 (i)과 같이 센서 하나씩의 비교일 수도 있고, 상기 (ii)와 같이 센서를 집합으로(세트로) 묶은 특정의 경로(내지는 영역)에 대한 비교일 수도 있다.Additionally, this comparison may be a comparison of each sensor as in (i) above, or may be a comparison of a specific path (or area) in which sensors are grouped (as a set) as in (ii) above.
상기 (ii)에서는 '센서(1-2)→센서(1-3)의 경로'를 기준 데이터로 가지고 있었으나, 이에 한정되는 것은 아니고, 다른 세트라도 좋고, 3개 센서의 집합에 대한 기준 데이터라도 좋다.In (ii) above, the 'path from sensor (1-2) → sensor (1-3)' was used as the standard data, but it is not limited to this, and other sets may be used, and even standard data for a set of three sensors may be used. good night.
기준 데이터로 가지고 있는 센서의 조합이 많을수록, 현재 이 기계가 현재 어떠한 형태로 변형되어 있는지에 대한 더욱 구체적인 정보를 얻을 가능성이 커진다. The more combinations of sensors we have as baseline data, the more likely we are to get more specific information about what shape the machine is currently in.
즉, '센서(1-4)'의 위치가 1만큼 찌그러져 있을 때의 기준 데이터, In other words, the reference data when the position of 'sensor (1-4)' is distorted by 1,
'센서(1-4)'의 위치가 2만큼 찌그러져 있을 때의 기준 데이터, Reference data when the position of 'sensor (1-4)' is distorted by 2,
'센서(1-1)→센서(1-3)' 경로가 1만큼 찌그러져 있을 때의 기준 데이터, Standard data when the 'Sensor (1-1) → Sensor (1-3)' path is distorted by 1,
'센서(1-1)→센서(1-3)' 경로가 2만큼 찌그러져 있을 때의 기준 데이터, Standard data when the 'Sensor (1-1) → Sensor (1-3)' path is distorted by 2,
'센서(1-1)→센서(1-4)' 경로가 1만큼 찌그러져 있을 때의 기준 데이터, Standard data when the 'Sensor (1-1) → Sensor (1-4)' path is distorted by 1,
'센서(1-1)→센서(1-3)' 경로가 2만큼 찌그러져 있을 때의 기준 데이터, Standard data when the 'Sensor (1-1) → Sensor (1-3)' path is distorted by 2,
'센서(1-1)→센서(1-4)→센서(1-2)' 경로가 1만큼 찌그러져 있을 때의 기준 데이터, Standard data when the path ‘Sensor (1-1) → Sensor (1-4) → Sensor (1-2)’ is distorted by 1,
'센서(1-1)→센서(1-4)→센서(1-2)' 경로가 2만큼 찌그러져 있을 때의 기준 데이터Standard data when the path ‘Sensor (1-1) → Sensor (1-4) → Sensor (1-2)’ is distorted by 2
등, 여러 가지 형태의 기준 데이터를 사전에 가지고 있을수록, 측정 후에 이를 기준 데이터와 비교해 보고, 현 상태를 진단/모니터링하는 데 도움을 준다.The more various types of standard data you have in advance, the more helpful it is to compare it with the standard data after measurement and diagnose/monitor the current condition.
위에서 '경로'라고 표시한 것은, 각 센서들의 '집합'이라고 이해할 수도 있을 것이다. 위에서 '찌그러져' 있다고 표현한 것은, 손상이나 변형이나 노후화의 일예를 든 것이다.What is indicated as ‘path’ above can be understood as a ‘set’ of each sensor. The expression ‘distorted’ above is an example of damage, deformation, or deterioration.
4. 변형예 4(인접 설비의 노이즈 차감 관련)4. Modification 4 (related to noise reduction from adjacent facilities)
회전 또는 규칙적인 운동이 발생하는 설비나 장치는, 진동이 발생하고 대상 설비를 구성하는 부품의 마모, 열화 및 조립의 느슨해짐에 의하여 설비 진동 스펙트럼이 변화한다. Equipment or devices that rotate or undergo regular movement generate vibration, and the equipment vibration spectrum changes due to wear and deterioration of the parts that make up the target equipment, deterioration, and loosening of assembly.
대상 설비 진동 스펙트럼의 변화량 크기는, 대상 설비의 고유 진동 스펙트럼의 진폭의 크기에 비하여 상대적으로 작을 수 있다. The size of the change in the vibration spectrum of the target facility may be relatively small compared to the amplitude of the intrinsic vibration spectrum of the target facility.
대상 설비에 설치된 인접 또는 동일 공간에 설치된 동종 설비 또는 이종 설비들(이하 '인접 타설비' 또는 '타설비'라고도 함)에서 발생하는 진동이, 대상 설비에 설치된 대상 센서에 의해 측정되는 진동 스펙트럼 변화에 노이즈로 작용할 수 있다. Vibration occurring in the same type of equipment or heterogeneous equipment installed adjacent to or in the same space (hereinafter also referred to as ‘adjacent other equipment’ or ‘other equipment’) installed in the target facility changes the vibration spectrum measured by the target sensor installed in the target facility. may act as noise.
타 설비의 진동에 의한 대상 설비의 진동 노이즈에 의한 스펙트럼의 왜곡을 상쇄하기 위해, 인접 타설비들의 진동 데이터를 차감하여 대상 설비의 진동 스펙트럼을 분석한다.In order to offset the distortion of the spectrum caused by vibration noise of the target facility due to vibration of other facilities, the vibration spectrum of the target facility is analyzed by subtracting the vibration data of other adjacent facilities.
예컨대, 인접 타설비의 진동 노이즈 데이터 차감시 인접 타설비의 진동이 대상 설비의 대상 센서의 계측값에 주는 영향을 고려하여 가중치를 설정하고, 가중치를 반영하여 노이즈 데이터를 차감하여 대상 설비/대상 센서의 측정 진동 스펙트럼 데이터를 분석할 수 있다.For example, when subtracting vibration noise data from adjacent other facilities, a weight is set considering the impact of vibration from adjacent other facilities on the measured value of the target sensor of the target facility, and noise data is subtracted by reflecting the weight to the target facility/target sensor. Measured vibration spectrum data can be analyzed.
타설비에 의한 노이즈 데이터 차감의 여부는, 노이즈 발생 타설비들의 가동부하를 센싱하여 가동되는 타설비들의 노이즈 데이터를 차감하여 대상 설비/센서의 스펙트럼을 분석한다. To determine whether to subtract noise data from other facilities, the spectrum of the target facility/sensor is analyzed by sensing the operating load of other facilities generating noise and subtracting noise data from other facilities in operation.
이에 한정되는 것은 아니지만, 반영 방식의 구체적인 예는 아래와 같다.Although not limited to this, specific examples of reflection methods are as follows.
예컨대, 도 5에서 기계 1(F1)이 본 설비, 기계 2(F2)~기계 M(FM)이 타 설비라고 가정하자. 이때, 기계 1(F1)에서 측정되는 진동은 사실상 순수하게 기계 1(F1)만에 기인한 진동이 아니라, 엄밀하게는 타 설비(기계 2(F2)~기계 M(FM) 중 하나 이상)에서 발생하는 진동에 의한 영향이 포함된 것이다.For example, in FIG. 5, let us assume that machine 1 (F1) is the main facility, and machine 2 (F2) to machine M (FM) are other facilities. At this time, the vibration measured in Machine 1 (F1) is not, in fact, purely caused by Machine 1 (F1) alone, but is strictly caused by other equipment (one or more of Machine 2 (F2) to Machine M (FM)). This includes the effects of vibrations that occur.
따라서, 그러한 영향을 상쇄하는 일방안으로서, 타 설비(기계 2(F2)~기계 M(FM) 중 하나 이상)가 본 설비(기계 1(F1))의 진동에 미치는 영향을 미리 알고서 이를 감산(substract)하면 좋다.Therefore, as a way to offset such effects, the influence of other equipment (one or more of Machine 2 (F2) to Machine M (FM)) on the vibration of this equipment (Machine 1 (F1)) is known in advance and reduced ( It is good to summarize.
즉, 타 설비(기계 2(F2)~기계 M(FM) 중 하나 이상)로 인해 중첩되어 본 설비(기계 1(F1))에 추가될 진동을 감산하는 방식으로 본 설비(기계 1(F1))의 진동 결과값을 수치적으로 보정해 주는 것이다. 물론 실제의 물리적인 진동을 감쇄하기는 어렵고, 개념적으로, 기계 1(F1)에 대해 측정된 진동 수치에서 타 설비에 기인하여 추가되었을 것으로 추정되는 진동 수치를 감산하여, 그것이 기계 1(F1)에 대한 보정된 진동 수치라고 보고 이상 여부를 판단한다는 의미이다. In other words, the vibration that will be added to the main equipment (Machine 1 (F1)) due to overlap due to other equipment (one or more of Machine 2 (F2) to Machine M (FM)) is subtracted from the main equipment (Machine 1 (F1)). ) is to numerically correct the vibration result value. Of course, it is difficult to attenuate actual physical vibration, and conceptually, by subtracting the vibration value estimated to have been added due to other equipment from the vibration value measured for Machine 1 (F1), This means that the abnormality is determined based on the corrected vibration value.
참고로, 기계 1(F1)의 진동 수치에서 '기계 2(F2)의 진동 수치'를 감산하여 기계 1(F1)의 보정된 진동 수치로 한다는 의미는 물론 아니며, 기계 1(F1)의 진동 수치에서 '기계 2(F2)가 기계 1(F1)에 미치는 영향'만큼만 감산하는 것이다. 물론 이 영향이란 수치화된 것이다.For reference, this does not mean that the 'vibration value of Machine 2 (F2)' is subtracted from the vibration value of Machine 1 (F1) to obtain the corrected vibration value of Machine 1 (F1). It subtracts only the amount of influence that Machine 2 (F2) has on Machine 1 (F1). Of course, this impact is quantifiable.
기계 2(F2)의 부하 증가에 의한 기계 1(F1)에의 영향, 기계 3(F3)의 부하 증가에 의한 기계 1(F1)에의 영향, ... , 기계 M(FM)의 부하 증가에 의한 기계 1(F1)에의 영향 등은 미리 기준치(예컨대, 가중치)를 정해두면 좋다. 미리 기준치를 정해둔다 함은, 예컨대, 기계 1(F1)~기계 M(FM) 중에서 기계 2(F2)만 진동 중(작동 중)일 때의 기계 1(F1)의 진동 수치를 기록해 두고, 기계 1(F1)~기계 M(FM) 중에서 기계 3(F3)만 진동 중(작동 중)일 때의 기계 1(F1)의 진동 수치를 기록해 두고, ..., 기계 1(F1)~기계 M(FM) 중에서 기계 M(FM)만 진동 중(작동 중)일 때의 기계 1의 진동 수치를 기록해 두는 방식으로 가능하다. 이렇게 하면, 특정 기계가 타 기계에 미치는 영향을 독립적으로 알 수 있고, 이들의 중첩으로 인하여 최종적인 본 설비(기계 1(F1))의 진동이 정해진다고 가정하면, 타 설비에 의한 영향을 파악하여 감산함으로써 보정하는 것이 가능해진다.Impact on machine 1 (F1) due to an increase in the load on machine 2 (F2), impact on machine 1 (F1) due to an increase in the load on machine 3 (F3), ... , due to an increase in the load on machine M (FM). For the influence on Machine 1 (F1), it is good to set a standard value (e.g., weight) in advance. Setting a standard value in advance means, for example, recording the vibration value of Machine 1 (F1) when only Machine 2 (F2) is vibrating (operating) among Machine 1 (F1) to Machine M (FM), and Record the vibration value of machine 1 (F1) when only machine 3 (F3) is vibrating (operating) among machines 1 (F1) to machine M (FM), ..., machine 1 (F1) to machine M. This is possible by recording the vibration value of machine 1 when only machine M (FM) is vibrating (operating) among (FM). In this way, the influence of a specific machine on other machines can be known independently, and assuming that the final vibration of the main equipment (Machine 1 (F1)) is determined due to their overlap, the influence by other equipment can be identified. It becomes possible to correct by subtracting.
물론 이는 일예이며, 기타의 여러 방식이 가능할 것이다. 예컨대, 기계 1(F1)과 타 설비(기계 2~기계 M 중 어느 하나)와의 거리에 따라서 가중치 수치를 실험적 및/또는 계산적으로 정해 두어도 좋고, 기계 학습에 의해서 다수의 기계에 대한 통계치에 의한 학습을 해도 좋다.Of course, this is just one example, and many other methods may be possible. For example, the weight value may be determined experimentally and/or computationally depending on the distance between Machine 1 (F1) and other equipment (any one of Machine 2 to Machine M), or learning based on statistics for multiple machines through machine learning. You may do so.
전술한 바를 일반화하여 나타내면 도 8a~8b과 같은 흐름으로 진행할 수 있다. 즉, 도 8a와 도 8b는 이어지는 하나의 흐름이며, 인접 설비의 노이즈 차감에 관련된 흐름을 나타낸다.If the above-mentioned information is generalized, the flow can be progressed as shown in Figures 8a and 8b. That is, FIGS. 8A and 8B are one continuous flow and represent a flow related to noise reduction from adjacent facilities.
도 8a~8b에서, S8-1 내지 S8-M에서는, 도 5의 복수의 기계 중에서 하나씩의 기계만 작동할 때에 있어서의, 모든 기계 각각에서 느끼는 진동을 측정해 둔다.8A to 8B, in S8-1 to S8-M, the vibration felt by each machine when only one machine among the plurality of machines in FIG. 5 is operated is measured.
S9-1 내지 S9-M에서는, 상기 S8-1 내지 S8-M에서의 진동 측정치에 기초하여, 특정 기계(본 설비; 측정 대상 기계)에 대한 타 설비의 영향을 수치적으로 파악(예컨대, 실험, 계산, 기계 학습 등에 의해서 가중치를 파악하여 반영)한다.In S9-1 to S9-M, based on the vibration measurements in S8-1 to S8-M, the influence of other equipment on a specific machine (main equipment; measurement target machine) is numerically determined (e.g., experimental , the weight is identified and reflected through calculation, machine learning, etc.).
S10-1 내지 S10-M에서는, 통상의 작업 중(즉, 복수의 기계가 가동 중)일 때, 특정 설비(본 설비; 측정 대상 기계)에서 타 설비에 의한 영향을 감산하여 특정 설비의 보정된 진동 수치를 얻는다.In S10-1 to S10-M, during normal operation (i.e., multiple machines are in operation), the influence of other equipment is subtracted from the specific equipment (this equipment; the machine to be measured), and the corrected value of the specific equipment is calculated. Obtain vibration readings.
물론 도 8a~8b의 흐름은 일예이며, 이를 더 단순화하여 기계 1(F1)만에 대해 적용하는 식의 변형도 가능하다. Of course, the flow in FIGS. 8a to 8b is an example, and it is also possible to simplify it further and apply it only to machine 1 (F1).
그리고, 후술하는 변형예 5와 본 변형예 4를 함께 적용하여도 좋다.Additionally, Modification Example 5 and Modification Example 4 described later may be applied together.
5. 변형예 5(소비 전력의 증가(부하 증가) 관련)5. Modification 5 (related to increase in power consumption (increase in load))
또한, 본 발명자는 기계(F1~FM 중 하나 이상일 수 있음)의 상태에 이상이 있으면(또는 통상의 작업과 다른 고부하 작업을 하면), 당해 기계(F1~FM 중 하나 이상일 수 있음)의 부하가 증가하여 소비 전력이 증가할 수도 있음을 인식하였다.In addition, the present inventor believes that if there is an abnormality in the state of the machine (which may be one or more of F1 to FM) (or if a high load operation that is different from normal work is performed), the load of the machine (which may be one or more of F1 to FM) increases. It was recognized that power consumption may increase due to an increase in power consumption.
그에 따라, 본 발명의 변형예에서는, 측정 검사 장치(10)는, 각각의 기계(F1~FM)의 소비 전력을 측정하거나 또는 소비 전력에 대한 데이터(이하, 측정 소비 전력이라고도 함)를 전송받는 부재로서 부하 측정부(미도시)를 추가로 포함할 수 있다.Accordingly, in a modified example of the present invention, the measurement and inspection device 10 measures the power consumption of each machine (F1 to FM) or receives data on power consumption (hereinafter also referred to as measured power consumption). As a member, a load measuring unit (not shown) may be additionally included.
부하 측정부(또는 측정 소비 전력)라는 용어를 사용하였지만, 전술한 바와 같이, 부하로서의 소비 전력을 측정 검사 장치(10)가 직접 측정하는 방식이라도 좋고 부하로서의 소비 전력을 (측정 검사 장치(10)가 아닌) 다른 장치로부터 전송받는 방식이라도 좋다. 그리고, 도 1~3에 도시된 구성요소가 전술한 부하 측정부의 역할을 해도 무방하다.Although the term load measurement unit (or measurement power consumption) is used, as described above, a method may be used in which the power consumption as a load is directly measured by the measurement and inspection device 10, and the power consumption as a load is measured (measurement and inspection device 10). It is also okay to receive transmission from another device (not .). Additionally, the components shown in FIGS. 1 to 3 may serve as the load measurement unit described above.
이러한 소비 전력에 대한 데이터(즉, 측정 소비 전력)는 제1 데이터(메타 데이터 등)에 포함되어 저장된다.This data on power consumption (i.e., measured power consumption) is included and stored in first data (metadata, etc.).
그리고, 본 발명의 측정 검사 장치(10)(예컨대, 처리부(12) 중의 변환부(12-2 및/또는 12-3))는 타 설비의 가동 부하를 센싱하여 노이즈 진동의 차감의 반영을 결정한다.In addition, the measurement and inspection device 10 of the present invention (e.g., the conversion unit 12-2 and/or 12-3 in the processing unit 12) senses the operating load of other equipment and determines the reflection of noise vibration deduction. do.
이에 한정되는 것은 아니지만, 반영 방식의 구체적인 예는 아래와 같다.Although not limited to this, specific examples of reflection methods are as follows.
변형예 4와 관련하여, 타 설비가 본 설비의 진동에 미치는 영향을 고려한 바 있다. 변형예 5에서는, 변형예 4와 독립적으로 또는 변형예 4에 추가하여, 각 기계의 소비 전력 변화(부하 변화)에 의한 영향을 고려하는 것이다.Regarding Modification 4, the influence of other equipment on the vibration of this equipment has been considered. In Modification 5, independently of or in addition to Modification 4, the influence of changes in power consumption (load changes) of each machine is considered.
예컨대, 도 5에서 기계 1(F1)이 본 설비, 기계 2(F2)~기계 M(FM)이 타 설비라고 가정하자. 이때, 기계 1(F1)의 진동에는 거의 변화가 없으면서 타 설비(기계 2(F2)~기계 M(FM) 중 하나 이상)에서 진동의 증가가 존재하는 경우에, 기계 1(F1)의 진동이 증가하는 것으로 센싱되는 경우가 있을 수 있다. 이는 실제로 기계 1(F1) 자체만의 진기동에는 변화가 없더라도 타 설비(기계 2(F2)~기계 M(FM) 중 하나 이상)에서 부하 증가에 의해서 진동이 증가하면, 타 설비의 진동이 본 설비(기계 1(F1))까지 전달되기 때문이다. 즉, 본 설비(기계 1(F1)) 자체만의 동작에는 변화가 없더라도 타 설비의 영향으로 본 설비(기계 1(F1)의 진동이 커진 것으로 센싱될 수가 있는데, 이는 원치 않는 바이다.For example, in FIG. 5, let us assume that machine 1 (F1) is the main facility, and machine 2 (F2) to machine M (FM) are other facilities. At this time, if there is little change in the vibration of Machine 1 (F1) but there is an increase in vibration in other equipment (one or more of Machine 2 (F2) to Machine M (FM)), the vibration of Machine 1 (F1) may increase. There may be cases where it is sensed as increasing. In fact, even if there is no change in the true motion of Machine 1 (F1) itself, if the vibration increases due to an increase in load in other equipment (one or more of Machine 2 (F2) to Machine M (FM)), the vibration of other equipment increases. This is because it is delivered to the facility (Machine 1 (F1)). In other words, even if there is no change in the operation of the equipment (Machine 1 (F1)) itself, the vibration of the equipment (Machine 1 (F1)) may be sensed as increased due to the influence of other equipment, which is unwanted.
따라서, 그러한 영향을 상쇄하는 일방안으로서, 타 설비(기계 2(F2)~기계 M(FM) 중 하나 이상)에서 부하 증가를 감지하면, 당해 부하가 증가된 기계(기계 2(F2)~기계 M(FM) 중 하나 이상)로 인해 중첩되어 본 설비(기계 1(F1))에 추가될 진동을 감산(substract)하는 방식으로 본 설비(기계 1(F1))의 진동 결과값을 수치적으로 보정해 주는 것이다. 물론 실제의 물리적인 진동을 감쇄하기는 어렵고, 개념적으로, 기계 1(F1)에 대해 측정된 진동 수치에서 타 설비에 기인하여 추가되었을 것으로 추정되는 진동 수치를 감산하여, 그것이 기계 1(F1)에 대한 보정된 진동 수치라고 보고 이상 여부를 판단한다는 의미이다.Therefore, as a way to offset such effects, if an increase in load is detected in other equipment (one or more of Machine 2 (F2) to Machine M (FM)), the machine with the increased load (Machine 2 (F2) to Machine M (FM)) is detected. The vibration result of this equipment (Machine 1(F1)) is numerically calculated by subtracting the vibration that will be added to this equipment (Machine 1(F1)) due to overlap due to (one or more of M(FM)). It is corrected. Of course, it is difficult to attenuate actual physical vibration, and conceptually, by subtracting the vibration value estimated to have been added due to other equipment from the vibration value measured for Machine 1 (F1), This means that the abnormality is determined based on the corrected vibration value.
기계 2(F2)의 부하 증가에 의한 기계 1(F1)에의 영향, 기계 3(F3)의 부하 증가에 의한 기계 1(F1)에의 영향, ... , 기계 M(FM)의 부하 증가에 의한 기계 1(F1)에의 영향 등은 미리 기준치를 정해두면 좋다. 미리 기준치를 정해둔다 함은, 예컨대, 기계 1~기계 M 중에서 기계 2만 진동 중(작동 중)일 때의 기계 1의 진동 수치를 기록해 두고, 기계 1~기계 M 중에서 기계 3만 진동 중(작동 중)일 때의 기계 1의 진동 수치를 기록해 두고, ..., 기계 1~기계 M 중에서 기계 M만 진동 중(작동 중)일 때의 기계 1의 진동 수치를 기록해 두는 방식으로 가능하다. 물론 이는 일예이며, 기타의 여러 방식이 가능할 것이다. 예컨대, 기계 1(F1)과 타 설비(기계 2~기계 M 중 어느 하나)와의 거리에 따라서 가중치 수치를 실험적 및/또는 계산적으로 정해 두어도 좋고, 기계 학습에 의해서 다수의 기계에 대한 통계치에 의한 학습을 해도 좋다. 그리고, 각 기계에 있어서, 부하가 증가한 비율만큼 그에 비례(반드시 정비례가 아닐 수도 있음)하여 진동이 증가한다고 가정하고, 그 비례하는 비율(가중치)을 기준치로서 정해두는 것이다. 이 가중치 또한 실험적 및/또는 계산적으로 정해 두어도 좋고, 기계 학습에 의해서 다수의 기계에 대한 통계치에 의한 학습을 해도 좋다.Impact on machine 1 (F1) due to an increase in the load on machine 2 (F2), impact on machine 1 (F1) due to an increase in the load on machine 3 (F3), ... , due to an increase in the load on machine M (FM). It is good to set a standard value in advance regarding the influence on Machine 1 (F1). Setting a standard value in advance means, for example, recording the vibration value of machine 1 when only machine 2 among machines 1 to machine M is vibrating (operating), and among machines 1 to machine M, only machine 3 is vibrating (operating). This is possible by recording the vibration value of machine 1 when it is in vibration, and recording the vibration value of machine 1 when only machine M is in vibration (operating) among machines 1 to machine M. Of course, this is just one example, and many other methods may be possible. For example, the weight value may be determined experimentally and/or computationally depending on the distance between Machine 1 (F1) and other equipment (any one of Machine 2 to Machine M), or learning based on statistics for multiple machines through machine learning. You may do so. And, for each machine, it is assumed that vibration increases in proportion to the rate at which the load increases (although it may not necessarily be in direct proportion), and the proportional rate (weight) is set as a standard value. This weight may also be determined experimentally and/or computationally, or may be learned using statistical values for multiple machines through machine learning.
전술한 바와 같이, 변형예 5에서는, As described above, in Modification Example 5,
(i) 변형예 4와 독립적으로, 각 기계의 소비 전력 변화(부하 변화)에 의한 영향을 고려할 수도 있고, (i) Independently of Modification 4, the influence of changes in power consumption (load changes) of each machine may be considered,
(ii) 변형예 4에 추가하여(즉, 타 설비가 본 설비의 진동에 미치는 영향을 고려하면서), 각 기계의 소비 전력 변화(부하 변화)에 의한 영향을 고려할 수도 있다.(ii) In addition to Modification 4 (i.e., while considering the influence of other equipment on the vibration of this equipment), the influence of changes in power consumption (load changes) of each machine may be considered.
상기 (i)의 구체적인 예로서는, As a specific example of (i) above,
도 5의 기계 1(F1)~기계 M(FM)에 대해서,Regarding machines 1 (F1) to machines M (FM) in Figure 5,
- 각각의 기계(즉, 기계 1(F1)~기계 M(FM))에 대한 소비 전력을 측정하고(또는 전송받고)(도 9a~9b의 S101),- Measure (or receive transmission) the power consumption for each machine (i.e., Machine 1 (F1) to Machine M (FM)) (S101 in FIGS. 9A to 9B),
- 각각의 기계(즉, 기계 1(F1)~기계 M(FM))에 대한 소비 전력의 증감 여부 및/또는 증감의 크기(특히, 증가 여부 및 크기)를 모니터링하고(도 9a~9b의 S102),- Monitor whether the power consumption for each machine (i.e., Machine 1 (F1) to Machine M (FM)) increases or decreases and/or the magnitude of the increase or decrease (in particular, whether the increase or decrease and the magnitude) (S102 in FIGS. 9a to 9b) ),
- 기계 2(F2)의 소비 전력이 증가되는 양에 따라서 기계 2(F2)의 진동이 기계 1(F1)에 미치는 영향(기여분)을 측정 및/또는 계산하고, 기계 3(F3)의 소비 전력이 증가되는 양에 따라서 기계 3(F3)의 진동이 기계 1(F1)에 미치는 영향(기여분)을 측정 및/또는 계산하고, ..., 기계 M(FM)의 소비 전력이 증가되는 양에 따라서 기계 M(FM)의 진동이 기계 1(F1)에 미치는 영향(기여분)을 측정 및/또는 계산하고(도 9a~9b의 S103-1), - Measure and/or calculate the impact (contribution) of the vibration of Machine 2 (F2) to Machine 1 (F1) depending on the amount by which the power consumption of Machine 2 (F2) increases, and the power consumption of Machine 3 (F3) Depending on this increased amount, the impact (contribution) of the vibration of machine 3 (F3) to machine 1 (F1) is measured and/or calculated, ..., and the power consumption of machine M (FM) is increased. Therefore, the effect (contribution) of the vibration of machine M (FM) on machine 1 (F1) is measured and/or calculated (S103-1 in FIGS. 9a-9b),
- 이를 반복하여, 상호 간에 미치는 영향을 모두 측정 및/또는 계산하고(도 9a~9b의 S103-2 내지 S103-M)하고, - Repeat this to measure and/or calculate all mutual influences (S103-2 to S103-M in FIGS. 9a and 9b),
- 예컨대, 본 설비(기계 1(F1))가 측정 대상일 때, (필요시, 위 단계에서 증가되었다고 감지하면,) 기계 1(F1)의 진동 측정 수치를 그대로 이용하지 않고, 기계 2(F2)~기계 M(FM)에 생긴 이상(또는 과부하)에 의해서 기계 1(F1)에 원치 않는 추가적인 진동(즉, 기계 2(F2)~기계 M(FM)에 기인한 진동)이 중첩되었다는 가정 하에, 기계 1(F1)의 진동 측정 수치에서 소정치를 감산한 보정 진동 수치를 이용하는 것이다(이때, 소정치라 함은, 기계 2(F2)의 소비 전력이 증가되는 양에 따라서, 기계 2(F2)의 진동이 기계 1(F1)에 미치는 영향(기여분)을 측정해 놓은 것(즉, S103-1 내지 S103-M 참조)이면 좋다)(S104-1).- For example, when this equipment (Machine 1 (F1)) is the measurement target, (if necessary, if an increase is detected in the above step), the vibration measurement values of Machine 1 (F1) are not used as is, but the vibration measurement values of Machine 2 (F2) are measured. )~Under the assumption that additional unwanted vibration (i.e., vibration caused by machine 2(F2)~machine M(FM)) is superimposed on machine 1(F1) due to an abnormality (or overload) in machine M(FM). , the corrected vibration value is used by subtracting a predetermined value from the vibration measurement value of Machine 1 (F1) (at this time, the predetermined value is the amount of power consumed by Machine 2 (F2) depending on the amount by which the power consumption of Machine 2 (F2) is increased. (S104-1).
- 또한 예컨대, 본 설비(기계 M(FM))가 측정 대상일 때, (필요시, 위 단계에서 증가되었다고 감지하면,) 기계 M(FM)의 진동 측정 수치를 그대로 이용하지 않고, 기계 1(F1)~기계 M-1(FM-1)에 생긴 이상(또는 과부하)에 의해서 기계 M(FM)에 원치 않는 추가적인 진동(즉, 기계 1(F1)~기계 M-1(FM-1)에 기인한 진동)이 중첩되었다는 가정 하에, 기계 M(FM)의 진동 측정 수치에서 소정치를 감산한 보정 진동 수치를 이용하는 것이다(S104-M).- Also, for example, when this equipment (Machine M(FM)) is the measurement target, (if necessary, if an increase is detected in the above step), the vibration measurement values of Machine M(FM) are not used as is, but Machine 1( Unwanted additional vibration to machine M(FM) due to an abnormality (or overload) occurring in machine F1) to machine M-1(FM-1) (i.e., to machine 1(F1) to machine M-1(FM-1). Under the assumption that the resulting vibration) is overlapped, a corrected vibration value is used by subtracting a predetermined value from the vibration measurement value of machine M (FM) (S104-M).
이러한 과정을 정리하면 도 9a~9b와 같이 표현할 수 있다. 즉, 도 9a와 도 9b는 이어지는 하나의 흐름이며, 소비 전력의 증가(부하 증가)에 관련된 흐름을 나타낸다.This process can be summarized as shown in Figures 9a and 9b. That is, FIGS. 9A and 9B are one continuous flow and represent a flow related to an increase in power consumption (load increase).
한편, 상기 (ii)의 구체적인 예로서는, 도 8a~8b(변형예 4)에 도시한 절차를 수행함과 병행하여 도 9a~9b(변형예 5)에 도시한 절차를 수행하는 것을 들 수 있다.Meanwhile, as a specific example of (ii) above, the procedure shown in FIGS. 9A to 9B (modification example 5) is performed in parallel with the procedure shown in FIGS. 8A to 8B (modification example 4).
6. 변형예 66. Modification 6
(진동 센서(11)의 존재 자체는 필요하지만,) 진동 센서(11)가 본 발명의 측정 검사 장치(10)의 일부일 수도 있고, 아닐 수도 있음은 전술한 바 있다.It has been described above that the vibration sensor 11 may or may not be part of the measurement and inspection device 10 of the present invention (although the existence of the vibration sensor 11 itself is necessary).
이와 관련하여, 예컨대, 기계 1(F1)을 판매하는 자가 처음부터 센서(11)를 포함하여 판매하는 경우도 상정할 수 있을 것이다.In this regard, for example, it may be assumed that a person selling machine 1 (F1) sells it including the sensor 11 from the beginning.
이 경우라면, 측정 검사 장치(10)측의 입장에서는 서버(처리부(12) 자체라도 좋고, 처리부(12)와 통신 가능한 별도의 서버라도 좋음)에 상기 3. 항목의 기준 데이터를 갖고 있지 않을 것이다.In this case, from the perspective of the measurement and inspection device 10, the server (which may be the processing unit 12 itself or a separate server capable of communicating with the processing unit 12) will not have the reference data for item 3 above. .
이 경우, 기준 데이터를 상기 기계 1(F1)의 사용자가 스스로 만들어서 지정하고, 메타데이터(제1 데이터(D1))에 포함시키는 변형예도 가능하다.In this case, a modification in which the user of machine 1 (F1) creates and designates the reference data by himself and includes it in metadata (first data (D1)) is also possible.
7. 변형예 77. Modification 7
한편, 진동을 측정하고, 이것이 기준 데이터와 다르다는 결과가 도출되더라도, 이것이 반드시 기계(F1 등)의 이상을 의미하는 것이 아니라 온도/습도의 변화에 따른 것일 수도 있으므로, 이를 감안하여, 온도/습도별로도 기준 데이터를 갖고 있는 것이 바람직하다.On the other hand, even if the vibration is measured and the results are different from the standard data, this does not necessarily mean that there is a problem with the machine (F1, etc.), but may be due to changes in temperature/humidity. Therefore, taking this into account, It is desirable to have provincial standard data.
상기 본원의 본 실시예 및 변형예는 그 성질상 위배되지 않는 한, 서로 중복하여 적용 가능하다. 예컨대, 변형예 4와 변형예 5는 함께 실시 가능하다.The present embodiments and modified examples of the present application can be applied overlapping with each other as long as they do not conflict with their properties. For example, Modification 4 and Modification 5 can be implemented together.
이상 첨부된 도면을 참조하여 본 발명의 실시예들을 설명하였으나, 본 발명은 상기 실시예들에 한정되는 것이 아니라 서로 다른 다양한 형태로 제조될 수 있으며, 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자는 본 발명의 기술적 사상이나 필수적인 특징을 변경하지 않고서 다른 구체적인 형태로 실시될 수 있다는 것을 이해할 수 있을 것이다. 그러므로 이상에서 기술한 실시예들은 모든 면에서 예시적인 것이며 한정적이 아닌 것으로 이해해야만 한다.Although embodiments of the present invention have been described above with reference to the attached drawings, the present invention is not limited to the above embodiments and can be manufactured in various different forms, and can be manufactured in various different forms by those skilled in the art. It will be understood by those who understand that the present invention can be implemented in other specific forms without changing its technical spirit or essential features. Therefore, the embodiments described above should be understood in all respects as illustrative and not restrictive.
본 발명은, 예컨대, 진동을 계측하여 기계 장치의 상태를 모니터링하거나 진단하려는 측정 검사 장치에 대한 산업분야에서 이용가능하다.The present invention can be used in the industrial field for measurement and inspection devices for monitoring or diagnosing the state of a mechanical device by, for example, measuring vibration.
Claims (15)
- 진동을 계측하여 기계 장치의 상태를 모니터링 또는 진단하는 측정 검사 장치로서, A measurement and inspection device that monitors or diagnoses the condition of a mechanical device by measuring vibration,상기 측정 검사 장치는 처리부를 포함하며,The measurement and inspection device includes a processing unit,상기 처리부는,The processing unit,(a) 상기 기계 장치에 부착된 진동 센서로부터, 상기 기계 장치에 대한 물리적 진동을 전기적 신호로 변환받아 수신하는 수신부;(a) a receiving unit that converts the physical vibration of the mechanical device into an electrical signal and receives it from a vibration sensor attached to the mechanical device;(b) 상기 전기적 신호를 아날로그로부터 디지털로 변환하는 A/D 변환부;(b) an A/D conversion unit that converts the electrical signal from analog to digital;(c) 상기 A/D 변환부에서 출력된 신호인 시간 영역 신호를 주파수 영역 신호로 변환하는 영역 변환부;(c) a domain converter that converts the time domain signal, which is the signal output from the A/D converter, into a frequency domain signal;(d) 상기 시간 영역 신호인 처리신호에 대한 시간 영역 처리신호 정보, 또는 상기 주파수 영역 신호인 처리신호에 대한 주파수 영역 처리신호 정보를 생성하는, 처리신호 정보 생성부;(d) a processed signal information generator that generates time domain processed signal information for the processed signal that is the time domain signal, or frequency domain processed signal information for the processed signal that is the frequency domain signal;(e) 제1 데이터와 제2 데이터를 구분하여 전달 또는 저장하는 전달부(e) A transmission unit that transmits or stores first data and second data separately.를 포함하며,Includes,상기 (d)의 처리신호 정보 생성부에서 생성되는 시간 영역 처리신호 정보는, 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하며,The time domain processing signal information generated by the processing signal information generating unit of (d) includes sampling time section information and sampling time interval information,상기 (d)의 처리신호 정보 생성부에서 생성되는 주파수 영역 처리신호 정보는, 샘플링 주파수의 구간 정보, 샘플링 주파수의 간격 정보를 포함하며,The frequency domain processing signal information generated by the processing signal information generation unit of (d) includes sampling frequency section information and sampling frequency interval information,상기 (e)의 전달부에 있어서, 상기 제1 데이터는 In the delivery unit of (e), the first data is- 상기 처리신호가 시간 영역 신호인지 주파수 영역 신호인지 식별하는 식별자,- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal,- 상기 식별자가 표시하는 영역의 처리신호 정보- Processing signal information of the area indicated by the identifier- 상기 처리신호 정보가 수집된 기계 장치의 아이디 정보, 수집된 일시(日時) 정보- ID information of the mechanical device from which the processing signal information was collected, and information on the date and time of collection를 포함하며,Includes,상기 (e)의 전달부에 있어서, 상기 제2 데이터는, 상기 제1 데이터가 표시하는 처리신호 정보가 나타내는 처리신호를 포함하는, In the delivery unit of (e), the second data includes a processing signal indicated by the processing signal information indicated by the first data,측정 검사 장치.Measurement inspection device.
- 진동을 계측하여 기계 장치의 상태를 모니터링 또는 진단하는 측정 검사 장치로서, A measurement and inspection device that monitors or diagnoses the condition of a mechanical device by measuring vibration,상기 측정 검사 장치는 처리부를 포함하며,The measurement and inspection device includes a processing unit,상기 처리부는,The processing unit,(a) 상기 기계 장치에 부착된 진동 센서로부터, 상기 기계 장치에 대한 물리적 진동을 전기적 신호로 변환받아 수신하는 수신부;(a) a receiving unit that converts the physical vibration of the mechanical device into an electrical signal and receives it from a vibration sensor attached to the mechanical device;(b) 상기 전기적 신호를 아날로그로부터 디지털로 변환하는 A/D 변환부;(b) an A/D conversion unit that converts the electrical signal from analog to digital;(c) 상기 A/D 변환부에서 출력된 신호인 시간 영역 신호를 주파수 영역 신호로 변환하는 영역 변환부;(c) a domain converter that converts the time domain signal, which is the signal output from the A/D converter, into a frequency domain signal;(d) 상기 시간 영역 신호인 처리신호에 대한 시간 영역 처리신호 정보, 또는 상기 주파수 영역 신호인 처리신호에 대한 주파수 영역 처리신호 정보를 생성하는, 처리신호 정보 생성부;(d) a processed signal information generator that generates time domain processed signal information for the processed signal that is the time domain signal, or frequency domain processed signal information for the processed signal that is the frequency domain signal;(e) 제1 데이터와 제2-1 데이터와 제2-2 데이터를 구분하여 전달 또는 저장하는 전달부(e) A transmission unit that transmits or stores the first data, 2-1 data, and 2-2 data separately.를 포함하며,Includes,상기 (d)의 처리신호 정보 생성부에서 생성되는 시간 영역 처리신호 정보는, 샘플링 시간 구간 정보, 샘플링 시간 간격 정보를 포함하며,The time domain processing signal information generated by the processing signal information generating unit of (d) includes sampling time section information and sampling time interval information,상기 (d)의 처리신호 정보 생성부에서 생성되는 주파수 영역 처리신호 정보는, 샘플링 주파수의 구간 정보, 샘플링 주파수의 간격 정보를 포함하며,The frequency domain processing signal information generated by the processing signal information generation unit of (d) includes sampling frequency section information and sampling frequency interval information,상기 (e)의 전달부에 있어서, 상기 제1 데이터는 In the delivery unit of (e), the first data is- 상기 처리신호가 시간 영역 신호인지 주파수 영역 신호인지 식별하는 식별자,- An identifier that identifies whether the processed signal is a time domain signal or a frequency domain signal,- 상기 식별자가 표시하는 영역의 처리신호 정보- Processing signal information of the area indicated by the identifier- 상기 처리신호 정보가 수집된 기계 장치의 아이디 정보, 수집된 일시(日時) 정보- ID information of the mechanical device from which the processing signal information was collected, and information on the date and time of collection를 포함하며,Includes,상기 (e)의 전달부에 있어서, 상기 제2-1 데이터는, 상기 제1 데이터가 표시하는 시간 영역 처리신호 정보가 나타내는 처리신호를 포함하며,In the transmission unit of (e), the 2-1 data includes a processing signal indicated by time domain processing signal information indicated by the first data,상기 (e)의 전달부에 있어서, 상기 제2-2 데이터는, 상기 제1 데이터가 표시하는 주파수 영역 처리신호 정보가 나타내는 처리신호를 포함하는, In the transmission unit of (e), the 2-2 data includes a processed signal indicated by the frequency domain processed signal information indicated by the first data,측정 검사 장치.Measurement inspection device.
- 제1항에 있어서, According to paragraph 1,저장부를 더 포함하며,It further includes a storage unit,상기 저장부는 제1 저장부와 제2 저장부를 포함하며,The storage unit includes a first storage unit and a second storage unit,상기 제1 저장부에는 상기 제1 데이터가 저장되며,The first data is stored in the first storage unit,상기 제2 저장부에는 상기 제2 데이터가 저장되는, The second data is stored in the second storage unit,측정 검사 장치.Measurement inspection device.
- 제2항에 있어서, According to paragraph 2,저장부를 더 포함하며,It further includes a storage unit,상기 저장부는 제1 저장부와 제2-1 저장부와 제2-2 저장부를 포함하며,The storage unit includes a first storage unit, a 2-1 storage unit, and a 2-2 storage unit,상기 제1 저장부에는 상기 제1 데이터가 저장되며,The first data is stored in the first storage unit,상기 제2-1 저장부에는 상기 제2-1 데이터가 저장되며,The 2-1 data is stored in the 2-1 storage unit,상기 제2-2 저장부에는 상기 제2-2 데이터가 저장되는, The 2-2 data is stored in the 2-2 storage unit,측정 검사 장치.Measurement inspection device.
- 제1항 또는 제2항에 있어서, According to claim 1 or 2,상기 처리부는 상기 기계 장치가 정상인지의 여부인 정상 여부 정보를 생성하여 상기 제1 데이터에 추가하는, The processing unit generates normal status information, which is whether the mechanical device is normal, and adds it to the first data.측정 검사 장치.Measurement inspection device.
- 제1항 또는 제2항에 있어서, According to claim 1 or 2,상기 제1 데이터는, 상기 진동 센서가 상기 기계 장치의 어느 부위에 장착되었는지를 식별하는 센서 위치 정보를 포함하는, The first data includes sensor location information that identifies where the vibration sensor is mounted on the mechanical device,측정 검사 장치.Measurement inspection device.
- 제1항 또는 제2항에 있어서,According to claim 1 or 2,상기 A/D 변환부에서, 상기 샘플링 주파수는 상기 전기적 신호의 가장 높은 피크 주파수의 2배 이상 2.2배 이하로 설정되고, In the A/D converter, the sampling frequency is set to be at least 2 times and at most 2.2 times the highest peak frequency of the electrical signal,상기 제1 데이터에는 상기 샘플링 주파수가 포함되는,The first data includes the sampling frequency,측정 검사 장치.Measurement inspection device.
- 제1항 또는 제2항에 있어서, According to claim 1 or 2,상기 기계 장치가 복수개 존재하고, 상기 복수의 기계 장치 중 하나를 대상 설비라 하고, 상기 기계 장치 중 대상 설비를 제외한 것을 타 설비라 하면,If there are a plurality of mechanical devices, one of the plurality of mechanical devices is called a target facility, and any of the mechanical devices excluding the target facility is called another facility,상기 처리부는, 상기 대상 설비 이외의 상기 타 설비에서 발생하는 노이즈 진동을 차감하여 신호를 변환하는 기능을 가진 차감 변환부를 포함하는, The processing unit includes a subtraction conversion unit having a function of converting a signal by subtracting noise vibration generated from the other equipment other than the target equipment.측정 검사 장치.Measurement inspection device.
- 제8항에 있어서,According to clause 8,상기 차감 변환부는,The subtraction conversion unit,(i) 상기 복수의 기계 장치 중에서 하나씩의 기계 장치만 작동할 때에 있어서의, 모든 기계 장치 각각에서 느끼는 진동을 측정하고, (i) Measure the vibration felt by each mechanical device when only one mechanical device is operating among the plurality of mechanical devices,(ii) 상기 (i)에서의 진동 측정치에 기초하여, 상기 대상 설비에 대한 상기 타 설비의 영향을 수치적으로 파악하고,(ii) Based on the vibration measurements in (i) above, the influence of the other equipment on the target equipment is numerically determined,(iii) 상기 복수의 기계 장치가 가동 중일 때, 상기 특정 설비에서 상기 타 설비에 의한 영향을 감산하여 상기 특정 설비의 보정된 진동 수치를 얻는,(iii) When the plurality of mechanical devices are in operation, the influence of the other equipment is subtracted from the specific equipment to obtain a corrected vibration value of the specific equipment,측정 검사 장치.Measurement inspection device.
- 제1항 또는 제2항에 있어서,According to claim 1 or 2,상기 기계 장치가 복수개 존재하고, 상기 복수의 기계 장치 중 하나를 대상 설비라 하고, 상기 기계 장치 중 대상 설비를 제외한 것을 타 설비라 하면,If there are a plurality of mechanical devices, one of the plurality of mechanical devices is called a target facility, and any of the mechanical devices excluding the target facility is called another facility,상기 처리부는, 상기 타 설비의 가동 부하를 센싱하여 상기 대상 설비에의 노이즈 진동의 차감의 반영을 결정하는,The processing unit senses the operating load of the other equipment and determines the reflection of noise vibration reduction to the target equipment.측정 검사 장치.Measurement inspection device.
- 제10항에 있어서,According to clause 10,상기 처리부는,The processing unit,(iv) 상기 복수의 기계 장치 각각에 대한 소비 전력을 측정하거나 또는 전송받고,(iv) measure or receive power consumption for each of the plurality of mechanical devices,(v) 상기 복수의 기계 장치 각각에 대한 소비 전력의 증감 여부를 모니터링하고,(v) monitoring whether power consumption for each of the plurality of mechanical devices increases or decreases,(vi) 상기 타 설비의 소비 전력이 증가되는 양에 따라서 상기 타 설비의 진동이 상기 대상 설비에 미치는 영향을 측정 또는 계산하고(vi) Measure or calculate the impact of vibration of the other equipment on the target equipment according to the amount of increase in power consumption of the other equipment.(vii) 상기 대상 설비에서 측정된 진동에서, 상기 (vi)에서 측정된 또는 계산된 영향만큼을 감산한 수치를 상기 대상 설비의 보정 진동 수치로서 이용하는,(vii) From the vibration measured in the target equipment, the value obtained by subtracting the measured or calculated influence in (vi) above is used as the corrected vibration value of the target equipment,측정 검사 장치.Measurement inspection device.
- 제6항에 있어서, According to clause 6,상기 기계 장치의 하나에, 상기 진동 센서가 복수개 설치되고, A plurality of vibration sensors are installed in one of the mechanical devices,상기 진동 센서마다의 센서 위치 정보를 식별하고, 당해 센서 위치 정보에 해당하는 진동 센서로부터의 진동 정보 데이터를, 미리 저장된 기준 데이터와 비교하여, 당해 특정 위치의 이상 여부를 판정하는, 측정 검사 장치.A measurement and inspection device that identifies sensor position information for each vibration sensor, compares vibration information data from the vibration sensor corresponding to the sensor position information with pre-stored reference data, and determines whether the specific position is abnormal.
- 제12항에 있어서, According to clause 12,상기 진동 센서로부터의 진동 정보 데이터를 기준 데이터와 비교함에 있어서,In comparing vibration information data from the vibration sensor with reference data,상기 진동 센서 중 하나에 대한 기준 데이터 외에도, 복수의 상기 진동 센서의 집합에 대한 기준 데이터와 비교하는, 측정 검사 장치.A measurement inspection device for comparing, in addition to reference data for one of the vibration sensors, reference data for a set of a plurality of said vibration sensors.
- 제12항에 있어서, According to clause 12,상기 진동 센서에 대응하는 상기 기준 데이터가 미리 저장되어 있지 않은 경우에, 상기 기계 장치의 사용자가 상기 기준 데이터를 지정하여 상기 제1 데이터에 포함시키는, 측정 검사 장치.When the reference data corresponding to the vibration sensor is not stored in advance, a user of the mechanical device specifies the reference data and includes it in the first data.
- 제14항에 있어서, According to clause 14,상기 사용자가 상기 기준 데이터를 지정함에 있어서, 일정 시간 동안 문제없이 작동한 기계의 진동 정보 데이터를 이용하는, 측정 검사 장치.A measurement and inspection device in which the user uses vibration information data of a machine that has operated without problems for a certain period of time when specifying the reference data.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20220163700 | 2022-11-30 | ||
| KR10-2022-0163700 | 2022-11-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024117774A1 true WO2024117774A1 (en) | 2024-06-06 |
Family
ID=91324630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2023/019456 WO2024117774A1 (en) | 2022-11-30 | 2023-11-29 | Measurement and inspection device for measuring vibration |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024117774A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101686043B1 (en) * | 2015-07-14 | 2016-12-13 | (주)한국플랜트관리 | Vessel collision monitoring system of marine structure |
| KR101991296B1 (en) * | 2018-09-13 | 2019-06-27 | 임강민 | Apparatus For Making A Predictive Diagnosis Of Nuclear Power Plant By Machine Learning |
| KR20210129965A (en) * | 2020-04-21 | 2021-10-29 | 한국전력공사 | Blade Vibration Signal Processing Board, Blade Signal Processing Apparatus, and Blade Signal Processing Method |
| KR20210150115A (en) * | 2020-06-03 | 2021-12-10 | 삼성중공업 주식회사 | Vibration measuring devices for ships structure using smart sensors, methods of measuring using them, and ships applying them |
| KR20220061265A (en) * | 2016-05-09 | 2022-05-12 | 스트롱 포스 아이오티 포트폴리오 2016, 엘엘씨 | Methods and systems for the industrial internet of things |
-
2023
- 2023-11-29 WO PCT/KR2023/019456 patent/WO2024117774A1/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101686043B1 (en) * | 2015-07-14 | 2016-12-13 | (주)한국플랜트관리 | Vessel collision monitoring system of marine structure |
| KR20220061265A (en) * | 2016-05-09 | 2022-05-12 | 스트롱 포스 아이오티 포트폴리오 2016, 엘엘씨 | Methods and systems for the industrial internet of things |
| KR101991296B1 (en) * | 2018-09-13 | 2019-06-27 | 임강민 | Apparatus For Making A Predictive Diagnosis Of Nuclear Power Plant By Machine Learning |
| KR20210129965A (en) * | 2020-04-21 | 2021-10-29 | 한국전력공사 | Blade Vibration Signal Processing Board, Blade Signal Processing Apparatus, and Blade Signal Processing Method |
| KR20210150115A (en) * | 2020-06-03 | 2021-12-10 | 삼성중공업 주식회사 | Vibration measuring devices for ships structure using smart sensors, methods of measuring using them, and ships applying them |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021071189A1 (en) | Platform for analyzing heavy electric equipment health and analysis method using same | |
| WO2019182246A1 (en) | Partial discharge detecting system | |
| WO2016006977A1 (en) | Apparatus, server, system and method for energy measuring | |
| WO2013048173A2 (en) | Apparatus for removing partial discharge noise and method for diagnosing partial discharge | |
| WO2013015488A1 (en) | Livestock temperature sensing device, and system and method using same for remotely diagnosing diseases in livestock | |
| WO2015030343A1 (en) | Optical element rotation type mueller-matrix ellipsometer and method for measuring mueller-matrix of sample using the same | |
| WO2015105277A1 (en) | Apparatus and method for changing alarm information in accordance with weather | |
| WO2012005483A2 (en) | Method and device for sensing capacitance change and recording medium in which program for executing method is recorded thereon, and method and device for sensing touch using method and recording medium in which program for executing method is recorded thereon | |
| WO2020101108A1 (en) | Artificial-intelligence model platform and method for operating artificial-intelligence model platform | |
| WO2019083144A1 (en) | Device and method for detecting failure location of underground cable | |
| WO2018194201A1 (en) | Equipment control device and method using phase angle control communication of alternating current power | |
| WO2022059960A1 (en) | System, device, and method for monitoring abnormal state of pipe | |
| WO2024117774A1 (en) | Measurement and inspection device for measuring vibration | |
| WO2020075955A1 (en) | Apparatus for detecting relative positioning information between rolls, and method for measuring roll alignment state by using same | |
| WO2012070910A2 (en) | Representative-value calculating device and method | |
| WO2024185962A1 (en) | Water quality management device, operation method therefor, and water quality management method | |
| WO2020180027A1 (en) | Home appliance and method for controlling thereof | |
| WO2020171643A1 (en) | State monitoring-based device for railway vehicle maintenance platform | |
| WO2020061887A1 (en) | Heart rate measurement method and device, and computer readable storage medium | |
| WO2020153600A1 (en) | Server, terminal device, and method for home appliance management thereby | |
| WO2023214618A2 (en) | Injection-molded product quality analysis and monitoring system for injection-molded product quality management | |
| WO2011071249A2 (en) | Rainfall measurement device and rainfall prediction system having same | |
| WO2024143915A1 (en) | Method for tracking and processing noise in structure | |
| WO2020105795A1 (en) | Motor control device, motor control system, and motor control method | |
| WO2024135959A1 (en) | Spectral image-based battery heat generation inspection method and apparatus supporting same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23898300 Country of ref document: EP Kind code of ref document: A1 |