US20080023164A1 - Process for Producing a Paper or Board and a Paper or Board Produced According to the Process - Google Patents
Process for Producing a Paper or Board and a Paper or Board Produced According to the Process Download PDFInfo
- Publication number
- US20080023164A1 US20080023164A1 US11/665,229 US66522905A US2008023164A1 US 20080023164 A1 US20080023164 A1 US 20080023164A1 US 66522905 A US66522905 A US 66522905A US 2008023164 A1 US2008023164 A1 US 2008023164A1
- Authority
- US
- United States
- Prior art keywords
- furnish
- polymer
- paper
- board
- treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/16—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only modified by a particular after-treatment
- D21H11/20—Chemically or biochemically modified fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/002—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/25—Cellulose
- D21H17/26—Ethers thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/28—Starch
- D21H17/29—Starch cationic
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/04—Addition to the pulp; After-treatment of added substances in the pulp
Definitions
- the present invention relates to a process for producing a paper or board product wherein the furnish used is partially treated with polymers in steps.
- Paper and board products having high bulk require a smaller amount of fibers, which is desirable especially for economical reasons.
- Bulky board products with low fiber content have better bending stiffness.
- Paper and board products are typically produced by dewatering furnish on a wire. The furnish often contains a mixture of different pulps, including both chemical pulps and mechanical pulps. In order to produce a bulkier sheet with higher structural stiffness the interest in using mechanical pulps with high freeness has increased. To obtain the best result the mechanical pulp should contain long, intact fibers and as little fine material as possible. However, pulps that are rich in stiff, long fibers unfortunately show poor ability to produce sufficient fiber bonding of the paper or board. The bulk and strength properties of the resulting paper or board will therefore be a compromise between the ability of the pulp to increase the bulk and its ability to increase the fiber bonding properties of the paper or board.
- the fiber bonding properties of mechanical pulp may also be improved by treatment with chemical additives.
- the predominant treatment for improving strength, particularly dry strength, of paper or board has so far been to add cationic starch to the pulp fiber slurry prior to the sheet forming operation. It is however difficult to adsorb large amounts of starch to the fibers, especially when the fines amount is small.
- the cationic starch molecules added to the pulp slurries can adhere to the naturally anionic pulp fibers by electrostatic attraction and thus be retained in the wet fiber mat and remain in the final paper or board.
- cationic starch molecules can overwhelm the anionic charge on the cellulose fibers, thus setting a limit on the amount of cationic starch which can be added to the slurry. If an excess of cationic starch is added, only a portion of the starch which is added will be retained in the sheet and the rest will circulate in the paper or board machine white water system.
- a second problems is that fibers which have been made cationic by excessive cationic starch addition, will not be able to adsorb other cationic additives which are commonly added the to the pulp slurry, such as sizing agents.
- Another method to enhance the strength properties of paper is to treat the fibers with polymers.
- Such a method is described in WO 0032702 A1, in which particles, such as fibers, are provided with a multilayer coating of interacting polymers. The particles are treated in consecutive steps with solutions of the interacting polymers. Before each subsequent treatment step unabsorbed excess of the polymer of the previous step must be removed, unless the polymer amount added in each step is carefully controlled, such that substantially all polymer is absorbed to the particle surface and no excess remains.
- the present invention concerns a process for producing a paper or board product, which process comprises providing a furnish comprising fibers; subjecting a first portion ( 1 ) of the furnish to polymer treatment, in which polymers are added to the furnish in at least two steps; blending said polymer treated first portion with an untreated second portion ( 2 ) of the furnish; and dewatering the furnish on a wire to form a fiber web.
- Said first furnish portion preferably comprises 20-80% by weight of the total furnish weight.
- said first furnish portion comprises the longest fibers present in the furnish.
- the polymer treatment is preferably performed on a first furnish portion which comprises sulphate or sulfite pulp from soft wood fibers.
- the furnish may comprise fillers and optionally other paper making additives, which fillers and additives may be added subsequent to the polymer treatment of said first furnish portion. Alternatively, fillers and additives may instead be added prior to the polymer treatment of said first furnish portion.
- the polymer used in each of the consecutive polymer treatment steps is preferably interacting with the polymer used in the subsequent step.
- the polymer treatment preferably includes one step in which cationic polymer is added, and at least one step in which anionic polymer is added. By alternating cationic and anionic polymer additions one theory is that interacting polymer layers are obtained.
- the cationic polymer is preferably cationic starch and the anionic polymer is preferably CMC.
- the polymer treatment comprises two to seven steps.
- the polymer treatment preferably comprises three to seven consecutive steps.
- the invention also relates to a paper or board product produced according to the process of the present invention.
- FIG. 1 is a schematic view of one embodiment of the process of the present invention
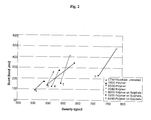
- FIG. 2 is a diagram which shows a comparison of density and strength of paper produced according to the present invention and produced according to the prior art process.
- the invention relates to a process for producing paper or board from a furnish, of which a portion has been treated with polymers in at least two steps.
- the invention also relates to a paper or board product produced according to the process of the present invention.
- the present process for producing a paper or board product comprises providing a furnish comprising fibers; subjecting a first portion ( 1 ) of the furnish to polymer treatment, in which polymers are added to the furnish in at least two steps; blending said polymer treated first portion with an untreated second portion ( 2 ) of the furnish; and dewatering the furnish on a wire to form a fiber web.
- Said first furnish portion comprises 20-80% by weight of the total furnish weight, preferably 20-50% of the total furnish weight. The percentage of the first portion is adjusted in order to achieve the desired strength and density of the product while keeping the amount of polymers added as low as possible.
- the polymer treatment is preferably performed on a first furnish portion which comprises sulphate or sulfite pulp, since these pulps comprise long fibers as compared to other pulps. Treatment of a furnish portion comprising sulphate or sulfite pulp is therefore a convenient way of selecting a long fiber portion of the final blended furnish.
- first furnish portion which is subjected to polymer treatment can comprise any part of the furnish.
- the furnish may also comprise fillers and optionally other paper making additives, which fillers and additives may be added subsequent to the polymer treatment of said first furnish portion.
- fillers and additives may instead be added prior to the polymer treatment of said first furnish portion.
- Some paper and board qualities contain filler or other additives which improves the surface properties of the paper.
- the filler particles also affect the strength of the paper in a negative way.
- One theory is that when a furnish containing filler and additives is treated with polymers according to the invention, filler particles and additives bond stronger to other particles or to the fibers, and consequently a high filler content does not affect the strength of the paper to the same extent.
- the polymer used in each of the consecutive polymer treatment steps is preferably interacting with the polymer used in the subsequent step, thereby enabling a larger amount of polymers to be attached to the fibers and thus results in increased strength of the final paper or board product.
- the polymer treatment preferably includes one step in which anionic polymer is added, and at least one step in which cationic polymer is added. By alternating anionic and cationic polymer coatings interacting polymer layers may be obtained.
- the anionic polymer may be one or more chosen from the group consisting of: carboxy methyl cellulose (CMC), polyvinyl sulphate, anionic galactoglucomannan, anionic starch, polyphosphoric acid, alginate and polymethacrylic acid.
- the anionic polymer is preferably CMC, since it interact well with cationic polymers as well as it is economically beneficial, due to its low cost.
- the cationic polymer may be one or more chosen from the group consisting of: cationic starch, polyvinyl amine, chitosan, primary and secondary amines, polyethylene imines, polyvinyl pyrrolidone and modified polyacryl amides.
- the cationic polymer is preferably cationic starch, which is advantageous because it results in a board or paper having enhanced strength properties and is economically beneficial, due to its low price and easy availability.
- the polymer treatment preferably comprises two to seven consecutive steps.
- the optimal number of steps depends on what properties of the paper or board that are desired and on the properties of the furnish being treated. The more steps the treatment consists of, the bigger amount polymers are added and thus retained in the paper or board. Often it is a balance between the cost and the desired properties, for example strength of the paper or board. There is usually a limit when it is not longer cost effective to add more polymers seeing to the improvement of the desired properties, for example increase of strength of the paper or board manufactured. It is preferred to add cationic polymer in the first step of the polymer treatment and to add anionic polymer in the subsequent and to continue with alternate addition of cationic and anionic polymers until the desired amount of polymers have been added in a desired number of steps.
- the furnish need not be washed between the polymer treatment steps. Any unabsorbed excess of polymer added in the preceding step can remain in the furnish and need not be rinsed away. Washing between the polymer treatment steps has not been shown to enhance the properties of the resulting product. It is thus advantageous to subject the first furnish portion to each of the polymer treatment steps without any intermediate washing. Thereby an unnecessary step may be avoided and a faster process will be achieved, having lower water consumption.
- each polymer treatment step there should be sufficient time and mixing for the polymer to be absorbed to the fibers of the first furnish portion.
- a time period of at least 5 seconds between each polymer treatment step is suitable. The optimal time depends on the capacity of the mixing of the equipment.
- the polymer of each polymer treatment step can be added to the furnish in a pulp vessel, such as a pulp chest, or in-line in a furnish transport pipe, or a combination thereof. Where to add the polymer depends on the equipment available and where it is possible to make the addition practically.
- a pulp vessel such as a pulp chest
- in-line in a furnish transport pipe or a combination thereof.
- the pipe is long enough to allow both thorough blending of polymer and pulp, and to allow enough time between the addition step for the polymer to be absorbed or an in-line mixer can be used to ensure good mixing in the pipe.
- the amount of polymer to be added varies depending of the properties of the pulp.
- the amount of cationic starch added in each step is typically between 5-25 kg/ton and the amount of CMC added in each step is typically between 0.25-3 kg/ton.
- the amount polymers added to the furnish may be controlled by measuring the z-potential or cationic demand measurement of the pulp. Even if an excess amount of added polymer is not detrimental to the final result, it is of course advantageous to add an amount of polymer that is close to what can be absorbed by the pulp, both for economical and environmental reasons.
- FIG. 1 is a schematic description of the process according to one embodiment of the invention.
- furnish for production of paper or board is transferred to pulp chest 1 , 2 respectively.
- the furnish transferred and contained to the first pulp chest 1 is designated the first furnish portion
- the furnish transferred and contained in the second pulp chest 2 is designated the second furnish portion.
- the first furnish portion is subjected to polymer treatment in three steps.
- the second portion of furnish is not subjected to any polymer treatment.
- a cationic polymer such as cationic starch
- an anionic polymer is added to the furnish in the first pulp chest 1 .
- the second polymer treatment step 5 is initiated at least 5 seconds after the first polymer addition.
- the pulp chest is equipped with an agitator, making sure that the furnish is sufficiently blended with the added polymer.
- the furnish is conducted from pulp chest 1 to a headbox 3 .
- the third polymer treatment step is carried out by the addition of a cationic polymer (e.g. cationic starch) 6 in-line through an in-line mixer 7 in the conducting furnish pipe, which in-line mixer is placed downstream the conducting pipe but upstream the headbox.
- the polymer treated first portion of the furnish is blended with the second furnish portion, which is provided from pulp chest 2 at a point between the valve and the headbox.
- the furnish is then conducted from the headbox onto a wire where it is dewatered and further treated in a manner known in the art in order to produce paper or board.
- FIG. 1 can also be utilized in a multilayer paper or board construction where only a part of the middle ply furnish has been treated with polymers, while the bottom and top plies of the paper or board consists of furnish that has not been treated.
- Samples 2, 4 and 6 were subjected as a whole to the polymer treatment in their entirety.
- Samples 8, 10 and 12 were divided into a first portion, which comprised only sulphate pulp and a second portion, which comprised only CTMP.
- the first portion of each sample (sulphate pulp) was subjected to polymer treatment, whereas the second portion of each sample (CTMP) remained untreated.
- the first and second portions were then blended with each other.
- Samples 1, 3, 5, 7, 9, and 11 were not subjected to any polymer treatment.
- Sheets were then prepared by dewatering the furnish and density (STFI density) and Scott-Bond were determined for all sheets. Scott-Bond is a measure of the strength in the z-direction of the sheet. The results are shown in Table I and in the diagram in FIG. 2 .
- Table I shows the increase of Scott-Bond and density in percent comparing the untreated sample with the sample that has been treated with polymers in three steps.
- the density has increased with 14% and the Scott-Bond value with 58%.
- the density has only increased with 3,5% and the strength with 45%. Consequently, even though only 20% of the furnish is treated with polymers, the Scott-Bond value still has increased with 45%, compared to 58% when the whole furnish has been treated, and the bulk has only increased with 3,5%, compared to 14%.
- FIG. 2 shows the Scott-Bond values of sheets made from the furnish samples. Lines have been drawn between the value for each untreated sample and its equivalent corresponding polymer-treated sample. Solid lines in the diagram depict samples where the entire furnish was subjected to polymer treatment. Dashed lines depict samples where only the sulphate portion of the furnish was subjected to polymer treatment. A steeper inclination of the lines indicates a higher strength increase at a lower density increase.
- the dashed lines have a steeper inclination than the solid lines. Subjecting only the sulphate portion of the furnish to polymer treatment thus results in a substantial strength increase while the density remains almost constant. As shown with solid lines, when the entire furnish is subjected to polymer treatment the increase in strength is greater than that observed after partial treatment, however the density of the sheets formed with the entirely treated furnish also increases to a larger extent than observed after partial treatment.
- a board consisting of three layers was manufactured.
- the furnish forming the top and bottom layers of the board consisted of 50% hardwood pulp and 50% softwood pulp with a SR number of approximately 27.
- the furnish forming the center ply of the board consisted of 55% CTMP and 45% of a mixture, hereinafter referred to as mixture portion, which mixture portion consisted of approximately 55% bleached softwood pulp, 15 % bleached hardwood pulp and 30% CTMP.
- a board consisting of CTMP and said mixture portion in the center ply represents a typical liquid packaging board.
- the amount of polymer added in each step was determined by measuring the z-potential. First, small additions of cationic starch were added and the z-potential was continuously measured, when the z-potential was stabilized it indicated that it would be a suitable addition amount. Thereafter, anionic CMC was added in the same way, and when the z-potential was close to zero it indicated that that addition amount would be suitable. The amount of polymers added in the following step was determined in the same way. No wash of the furnish were performed between the polymer additions.
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Biochemistry (AREA)
- Paper (AREA)
Abstract
The present invention concerns a process for producing a paper or board product, which process comprises providing a furnish comprising fibers; subjecting a first portion (1) of the furnish to polymer treatment, in which polymers are added to the furnish in at least two steps; blending said polymer treated first portion with an untreated second portion (2) of the furnish; and dewatering the furnish on a wire to form a fiber web. By treating only a portion of the furnish, the strength of the resulting paper or board product is significantly improved whereas the bulk remains substantially unaffected. The invention also concerns a paper or board product produced according to the process.
Description
- The present invention relates to a process for producing a paper or board product wherein the furnish used is partially treated with polymers in steps.
- In paper making processes there is a desire in obtaining strong paper and board products having high bulk (low density). Paper and board products having high bulk require a smaller amount of fibers, which is desirable especially for economical reasons. Bulky board products with low fiber content have better bending stiffness. Paper and board products are typically produced by dewatering furnish on a wire. The furnish often contains a mixture of different pulps, including both chemical pulps and mechanical pulps. In order to produce a bulkier sheet with higher structural stiffness the interest in using mechanical pulps with high freeness has increased. To obtain the best result the mechanical pulp should contain long, intact fibers and as little fine material as possible. However, pulps that are rich in stiff, long fibers unfortunately show poor ability to produce sufficient fiber bonding of the paper or board. The bulk and strength properties of the resulting paper or board will therefore be a compromise between the ability of the pulp to increase the bulk and its ability to increase the fiber bonding properties of the paper or board.
- The fiber bonding properties of mechanical pulp may also be improved by treatment with chemical additives. The predominant treatment for improving strength, particularly dry strength, of paper or board has so far been to add cationic starch to the pulp fiber slurry prior to the sheet forming operation. It is however difficult to adsorb large amounts of starch to the fibers, especially when the fines amount is small. The cationic starch molecules added to the pulp slurries can adhere to the naturally anionic pulp fibers by electrostatic attraction and thus be retained in the wet fiber mat and remain in the final paper or board.
- However, there are two major problems with cationically modified starches as additives to paper-making pulp slurries. The first is that the cationic starch molecules can overwhelm the anionic charge on the cellulose fibers, thus setting a limit on the amount of cationic starch which can be added to the slurry. If an excess of cationic starch is added, only a portion of the starch which is added will be retained in the sheet and the rest will circulate in the paper or board machine white water system. A second problems is that fibers which have been made cationic by excessive cationic starch addition, will not be able to adsorb other cationic additives which are commonly added the to the pulp slurry, such as sizing agents.
- Another method to enhance the strength properties of paper is to treat the fibers with polymers. Such a method is described in WO 0032702 A1, in which particles, such as fibers, are provided with a multilayer coating of interacting polymers. The particles are treated in consecutive steps with solutions of the interacting polymers. Before each subsequent treatment step unabsorbed excess of the polymer of the previous step must be removed, unless the polymer amount added in each step is carefully controlled, such that substantially all polymer is absorbed to the particle surface and no excess remains.
- By treating the pulp according to the method described in WO 0032702 more polymers are added to and retained in the paper. Paper produced from the treated pulp has an improved strength. However, the polymer treatment according to this method has been found to have a negative effect on the bulk of the paper, i.e. the density of the paper becomes undesirably high. The polymer treatment is also rather polymer consuming. There is thus a need for a method of producing paper or board, which has an improved strength without negatively affecting the bulk.
- The object of the invention is to provide a method of producing paper or board, which has an improved strength, without adversely affecting the bulk.
- This object is achieved by the process according to
claim 1. It has now been found that by subjecting only a portion of the furnish to polymer treatment, the strength of the resulting paper or board product is significantly improved whereas the bulk remains substantially unaffected. The above object is thus achieved by the present invention as defined by the appended independent claims. Preferred embodiments are set forth in the dependent claims and in the following description. - The present invention concerns a process for producing a paper or board product, which process comprises providing a furnish comprising fibers; subjecting a first portion (1) of the furnish to polymer treatment, in which polymers are added to the furnish in at least two steps; blending said polymer treated first portion with an untreated second portion (2) of the furnish; and dewatering the furnish on a wire to form a fiber web. By treating only a portion of the furnish, the strength of the resulting paper or board product is significantly improved whereas the bulk remains substantially unaffected.
- Said first furnish portion preferably comprises 20-80% by weight of the total furnish weight. In one embodiment said first furnish portion comprises the longest fibers present in the furnish. The polymer treatment is preferably performed on a first furnish portion which comprises sulphate or sulfite pulp from soft wood fibers. The furnish may comprise fillers and optionally other paper making additives, which fillers and additives may be added subsequent to the polymer treatment of said first furnish portion. Alternatively, fillers and additives may instead be added prior to the polymer treatment of said first furnish portion.
- The polymer used in each of the consecutive polymer treatment steps is preferably interacting with the polymer used in the subsequent step. The polymer treatment preferably includes one step in which cationic polymer is added, and at least one step in which anionic polymer is added. By alternating cationic and anionic polymer additions one theory is that interacting polymer layers are obtained. The cationic polymer is preferably cationic starch and the anionic polymer is preferably CMC. The polymer treatment comprises two to seven steps. The polymer treatment preferably comprises three to seven consecutive steps.
- The invention also relates to a paper or board product produced according to the process of the present invention.
-
FIG. 1 is a schematic view of one embodiment of the process of the present invention; -
FIG. 2 is a diagram which shows a comparison of density and strength of paper produced according to the present invention and produced according to the prior art process. - The invention relates to a process for producing paper or board from a furnish, of which a portion has been treated with polymers in at least two steps. The invention also relates to a paper or board product produced according to the process of the present invention.
- Treatment of the furnish according to the prior art as described in WO 0032702, the entire furnish is treated with cationic and anionic polymers in consecutive steps, the amount polymers in the paper or board product can be increased. Thus, it is possible for example to produce a paper or board with high amounts of cationic starch and consequently receive a very strong paper or board product.
- It has now been found that by treating only a portion of the pulp with polymers in two or more polymer treatment steps, the amount of polymers added to the furnish is reduced seen to the whole pulp furnish, and the strength properties of the paper or board are surprisingly still very good in spite of the decreased polymer addition. Even more surprisingly, the bulk of the paper or board product is only slightly increased as compared to a paper or board product to which no polymers have been added. A low density increase as possible is important in order to obtain a board having high bending stiffness at certain strength value.
- The present process for producing a paper or board product, comprises providing a furnish comprising fibers; subjecting a first portion (1) of the furnish to polymer treatment, in which polymers are added to the furnish in at least two steps; blending said polymer treated first portion with an untreated second portion (2) of the furnish; and dewatering the furnish on a wire to form a fiber web. By treating only a portion of the furnish, the strength of the resulting paper or board product is thus surprisingly significantly improved whereas the bulk remains substantially unaffected. Said first furnish portion comprises 20-80% by weight of the total furnish weight, preferably 20-50% of the total furnish weight. The percentage of the first portion is adjusted in order to achieve the desired strength and density of the product while keeping the amount of polymers added as low as possible. If said first portion is too small, the increase in strength of the product will not be sufficient, since the portion of the furnish that is treated with polymers is mixed with a larger portion untreated furnish. On the other hand, if the first portion is too large, the addition of polymer needed increases more than what the product gains in strength and also the density of the product will increase (i.e. decrease in bulk). The appropriate amount of the first portion also depends on the properties of the furnish of the first portion as well as of the second portion. The furnish typically contains a mixture of different kinds of pulp, for example chemical pulp (hardwood pulp, softwood pulp, sulphate pulp or sulfite pulp) or mechanical pulp (CTMP or TMP). In one embodiment said first furnish portion comprises the longest fibers present in the furnish. These fibers contribute more to the strength of the final product, than shorter fibers and the polymer treatment will therefore be particularly efficient when performed on a furnish portion containing the longest fibers. The polymer treatment is preferably performed on a first furnish portion which comprises sulphate or sulfite pulp, since these pulps comprise long fibers as compared to other pulps. Treatment of a furnish portion comprising sulphate or sulfite pulp is therefore a convenient way of selecting a long fiber portion of the final blended furnish. However, the above mentioned first furnish portion which is subjected to polymer treatment can comprise any part of the furnish. The furnish may also comprise fillers and optionally other paper making additives, which fillers and additives may be added subsequent to the polymer treatment of said first furnish portion. Alternatively, fillers and additives may instead be added prior to the polymer treatment of said first furnish portion. Some paper and board qualities contain filler or other additives which improves the surface properties of the paper. However, the filler particles also affect the strength of the paper in a negative way. One theory is that when a furnish containing filler and additives is treated with polymers according to the invention, filler particles and additives bond stronger to other particles or to the fibers, and consequently a high filler content does not affect the strength of the paper to the same extent.
- The polymer used in each of the consecutive polymer treatment steps is preferably interacting with the polymer used in the subsequent step, thereby enabling a larger amount of polymers to be attached to the fibers and thus results in increased strength of the final paper or board product. The polymer treatment preferably includes one step in which anionic polymer is added, and at least one step in which cationic polymer is added. By alternating anionic and cationic polymer coatings interacting polymer layers may be obtained.
- The anionic polymer may be one or more chosen from the group consisting of: carboxy methyl cellulose (CMC), polyvinyl sulphate, anionic galactoglucomannan, anionic starch, polyphosphoric acid, alginate and polymethacrylic acid. The anionic polymer is preferably CMC, since it interact well with cationic polymers as well as it is economically beneficial, due to its low cost. The cationic polymer may be one or more chosen from the group consisting of: cationic starch, polyvinyl amine, chitosan, primary and secondary amines, polyethylene imines, polyvinyl pyrrolidone and modified polyacryl amides. The cationic polymer is preferably cationic starch, which is advantageous because it results in a board or paper having enhanced strength properties and is economically beneficial, due to its low price and easy availability.
- The polymer treatment preferably comprises two to seven consecutive steps. The optimal number of steps depends on what properties of the paper or board that are desired and on the properties of the furnish being treated. The more steps the treatment consists of, the bigger amount polymers are added and thus retained in the paper or board. Often it is a balance between the cost and the desired properties, for example strength of the paper or board. There is usually a limit when it is not longer cost effective to add more polymers seeing to the improvement of the desired properties, for example increase of strength of the paper or board manufactured. It is preferred to add cationic polymer in the first step of the polymer treatment and to add anionic polymer in the subsequent and to continue with alternate addition of cationic and anionic polymers until the desired amount of polymers have been added in a desired number of steps.
- The furnish need not be washed between the polymer treatment steps. Any unabsorbed excess of polymer added in the preceding step can remain in the furnish and need not be rinsed away. Washing between the polymer treatment steps has not been shown to enhance the properties of the resulting product. It is thus advantageous to subject the first furnish portion to each of the polymer treatment steps without any intermediate washing. Thereby an unnecessary step may be avoided and a faster process will be achieved, having lower water consumption.
- After each polymer treatment step there should be sufficient time and mixing for the polymer to be absorbed to the fibers of the first furnish portion. A time period of at least 5 seconds between each polymer treatment step is suitable. The optimal time depends on the capacity of the mixing of the equipment.
- The polymer of each polymer treatment step can be added to the furnish in a pulp vessel, such as a pulp chest, or in-line in a furnish transport pipe, or a combination thereof. Where to add the polymer depends on the equipment available and where it is possible to make the addition practically. When carrying out two or more polymer treatment steps by in-line addition of polymer it needs to be ensured that the pipe is long enough to allow both thorough blending of polymer and pulp, and to allow enough time between the addition step for the polymer to be absorbed or an in-line mixer can be used to ensure good mixing in the pipe.
- The amount of polymer to be added varies depending of the properties of the pulp. When cationic starch and CMC are used for the polymer treatment the amount of cationic starch added in each step is typically between 5-25 kg/ton and the amount of CMC added in each step is typically between 0.25-3 kg/ton. The amount polymers added to the furnish may be controlled by measuring the z-potential or cationic demand measurement of the pulp. Even if an excess amount of added polymer is not detrimental to the final result, it is of course advantageous to add an amount of polymer that is close to what can be absorbed by the pulp, both for economical and environmental reasons.
-
FIG. 1 is a schematic description of the process according to one embodiment of the invention. In this embodiment furnish for production of paper or board is transferred topulp chest first pulp chest 1 is designated the first furnish portion, and the furnish transferred and contained in thesecond pulp chest 2 is designated the second furnish portion. The first furnish portion is subjected to polymer treatment in three steps. The second portion of furnish is not subjected to any polymer treatment. In the first polymer treatment step 4 a cationic polymer, such as cationic starch, is added to the first furnish portion in-line to the conducting furnish pipe, which is placed upstream thefirst pulp chest 1. In thesecond step 5 an anionic polymer is added to the furnish in thefirst pulp chest 1. The secondpolymer treatment step 5 is initiated at least 5 seconds after the first polymer addition. The pulp chest is equipped with an agitator, making sure that the furnish is sufficiently blended with the added polymer. The furnish is conducted frompulp chest 1 to aheadbox 3. The third polymer treatment step is carried out by the addition of a cationic polymer (e.g. cationic starch) 6 in-line through an in-line mixer 7 in the conducting furnish pipe, which in-line mixer is placed downstream the conducting pipe but upstream the headbox. Subsequent to the third polymer treatment step the polymer treated first portion of the furnish is blended with the second furnish portion, which is provided frompulp chest 2 at a point between the valve and the headbox. The furnish is then conducted from the headbox onto a wire where it is dewatered and further treated in a manner known in the art in order to produce paper or board. - The embodiment described in
FIG. 1 can also be utilized in a multilayer paper or board construction where only a part of the middle ply furnish has been treated with polymers, while the bottom and top plies of the paper or board consists of furnish that has not been treated. - Twelve different furnish samples 1-12 were used to evaluate the process. Six samples were partially or entirely subjected to a three step polymer treatment. For comparison, six equivalent samples were left untreated. The furnish samples comprised CTMP mixed with different amounts of unbleached sulphate softwood pulp.
- The three sequential steps of the polymer treatment were:
-
- I. addition of cationic starch to the furnish sample;
- II. addition of CMC to the furnish sample; and
- III. addition of cationic starch to the furnish sample.
Each polymer treatment step was followed by washing. The polymer treatment thus resulted in a furnish having two additions of cationic starch with an intermediate CMC addition.
-
Samples Samples - Sheets were then prepared by dewatering the furnish and density (STFI density) and Scott-Bond were determined for all sheets. Scott-Bond is a measure of the strength in the z-direction of the sheet. The results are shown in Table I and in the diagram in
FIG. 2 .TABLE I Increase Increase % (wt) of the total density Scott Bond fiber content after after % (wt) subjected to STFI Scott polymer polymer Symbol in % (wt) sulphate polymer Density Bond treatment treatment Sample diagram 1 CTMP* pulp* treatment** kg/m3 J/m2 % % 1 ♦ 1 100 0 0 510 110 2 ▪ 100 0 100 540 190 5.6 42 3 ♦ 2 80 20 0 550 155 4 ▴ 80 20 100 640 365 14 58 5 ♦ 3 20 80 0 720 250 6 ⋄ 20 80 100 780 500 7.7 50 7 ♦ 2 80 20 0 550 155 8 Δ 80 20 20 (sulphate pulp 570 280 3.5 45 portion only) 9 ♦ 4 70 30 0 565 145 10 • 70 30 30 (sulphate pulp 590 295 4.2 51 portion only) 11 ♦ 5 60 40 0 595 175 12 □ 60 40 40 (sulphate pulp 625 430 4.8 59 portion only)
*percentage calculated on the total fiber content
**percentage calculated on the total fiber content
- Table I shows the increase of Scott-Bond and density in percent comparing the untreated sample with the sample that has been treated with polymers in three steps. When treating the entire furnish, consisting of 20% sulphate and 80% CTMP with polymers, as done in
sample 4, the density has increased with 14% and the Scott-Bond value with 58%. When only the sulphate portion of the furnish (20%) has been treated with polymers, as done in sample 8, the density has only increased with 3,5% and the strength with 45%. Consequently, even though only 20% of the furnish is treated with polymers, the Scott-Bond value still has increased with 45%, compared to 58% when the whole furnish has been treated, and the bulk has only increased with 3,5%, compared to 14%. -
FIG. 2 shows the Scott-Bond values of sheets made from the furnish samples. Lines have been drawn between the value for each untreated sample and its equivalent corresponding polymer-treated sample. Solid lines in the diagram depict samples where the entire furnish was subjected to polymer treatment. Dashed lines depict samples where only the sulphate portion of the furnish was subjected to polymer treatment. A steeper inclination of the lines indicates a higher strength increase at a lower density increase. - As shown in
FIG. 2 the dashed lines have a steeper inclination than the solid lines. Subjecting only the sulphate portion of the furnish to polymer treatment thus results in a substantial strength increase while the density remains almost constant. As shown with solid lines, when the entire furnish is subjected to polymer treatment the increase in strength is greater than that observed after partial treatment, however the density of the sheets formed with the entirely treated furnish also increases to a larger extent than observed after partial treatment. - The results observed for sheets formed with samples 8, 10 and 12, which are subjected to polymer treatment according to the invention, thus show that a surprisingly high strength with remaining low bulk is achieved by a small polymer amount.
- A board consisting of three layers was manufactured. The furnish forming the top and bottom layers of the board consisted of 50% hardwood pulp and 50% softwood pulp with a SR number of approximately 27.
- The furnish forming the center ply of the board consisted of 55% CTMP and 45% of a mixture, hereinafter referred to as mixture portion, which mixture portion consisted of approximately 55% bleached softwood pulp, 15 % bleached hardwood pulp and 30% CTMP. A board consisting of CTMP and said mixture portion in the center ply represents a typical liquid packaging board.
- Five different samples of board were manufactured. In two of the samples, the entire furnish used for the centre ply was treated with polymers in three consecutive steps (two steps with cationic starch additions with a step of CMC addition in between). Another two samples, were treated according to the invention, where only the mixture portion of the furnish (45% of the total furnish) was treated with polymers in three consecutive steps and the treated mixture portion were then blended with the untreated CTMP portion. One sample was used as a reference where no polymer treatment was done.
- The amount of polymer added in each step was determined by measuring the z-potential. First, small additions of cationic starch were added and the z-potential was continuously measured, when the z-potential was stabilized it indicated that it would be a suitable addition amount. Thereafter, anionic CMC was added in the same way, and when the z-potential was close to zero it indicated that that addition amount would be suitable. The amount of polymers added in the following step was determined in the same way. No wash of the furnish were performed between the polymer additions.
- The amounts of polymer added to the furnish, when treating the entire furnish in three consecutive steps, were; 15 kg/ton cationic starch in the first step, 1.5 kg/ton CMC in the second step and 10 respectively 15 kg/ton cationic starch in the third step.
- When only treating the mixture portion of the furnish in three consecutive steps, 15 kg/ton cationic starch was added in the first step, 1.5 kg/ton CMC was added in the second step and 15 respectively 20 kg/ton cationic starch were added in the last step. These amounts were calculated on the mixture portion, which is 45% of the entire furnish. Thus, the polymer amount added, seen to the entire furnish, were; 6.75 kg/ton cationic starch in the first step, 0.675 kg/ton CMC in the second step and 6.75 respectively 9 kg/ton cationic starch in the last step.
- When treating the pulp in three consecutive steps, the two first polymer additions were done in the pulp chest and the last addition of cationic starch was done in-line to the pipe. The Scott Bond value of the board samples was measured and the results are shown in Diagram 1.
- It is shown in Diagram 1 that the strength of the board, when only the mixture part of the furnish has been treated with polymers in three steps, is even higher than the board where the entire furnish has been treated with polymers in three steps, even though the amount of starch added is less.
- The density of the boards was also measured. Diagram 2 shows the results of the measured Scott-Bond values compared to the density.
- It is shown in Diagram 2 that the density of the boards treated with polymers is retained, compared to the reference sample, even though the strength of the boards are increased.
- Consequently, these tests presented in Diagram 1 and 2 show that it is advantageous to only treat one portion of the furnish since it results in a board having high strength with retained bulk at the same time as the polymer addition is decreased.
Claims (14)
1. A process for producing a paper or board product, which process comprises:
providing a furnish comprising fibers;
subjecting a first portion (1) of the furnish to polymer treatment, in which polymers are added to the furnish in at least two steps blending said polymer treated first portion with an untreated second portion (2) of the furnish;
dewatering the furnish on a wire to form a fiber web.
2. The process as claimed in claim 1 , wherein said first furnish portion comprises 20-80% by weight of the total furnish weight.
3. The process as claimed in claims 1 or 2, wherein said first furnish portion comprises the longest fibers present in the furnish.
4. The process as claimed in any of the preceding claims, wherein said first furnish portion comprises sulphate or sulfite pulp of soft wood fibers.
5. The process as claimed in any of the preceding claims, wherein the furnish comprises fillers and optionally other paper making additives, which fillers and additives are added subsequent to the polymer treatment of said first furnish portion.
6. The process as claimed in any of claims 1-4, wherein the furnish comprises fillers and optionally other paper making additives, which fillers and additives are added prior to the polymer treatment of said first furnish portion.
7. The process as claimed in any of the preceding claims, wherein the polymer used in each of the consecutive polymer treatment steps is interacting with the polymer used in the subsequent step.
8. The process as claimed in any of the preceding claims, wherein at least one of the polymer treatment steps includes the addition of an anionic polymer, and at least one of the polymer treatment steps includes the addition of a cationic polymer.
9. The process as claimed in claim 8 , wherein the anionic polymer is CMC.
10. The process as claimed in claim 8 , wherein the cationic polymer is cationic starch.
11. The process as claimed in any of the preceding claims, wherein the polymer treatment comprises two to seven steps.
12. The process as claimed in claim 10 , wherein the polymer treatment comprises three to seven steps.
13. A board product produced according to the process of claim 1 .
14. A paper produced according to the process of claim 1.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/665,229 US20080023164A1 (en) | 2004-10-15 | 2005-10-13 | Process for Producing a Paper or Board and a Paper or Board Produced According to the Process |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US61937004P | 2004-10-15 | 2004-10-15 | |
| PCT/SE2005/001520 WO2006041401A1 (en) | 2004-10-15 | 2005-10-13 | Process for producing a paper or board and a paper or board produced according to the process |
| US11/665,229 US20080023164A1 (en) | 2004-10-15 | 2005-10-13 | Process for Producing a Paper or Board and a Paper or Board Produced According to the Process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20080023164A1 true US20080023164A1 (en) | 2008-01-31 |
Family
ID=36148578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/665,229 Abandoned US20080023164A1 (en) | 2004-10-15 | 2005-10-13 | Process for Producing a Paper or Board and a Paper or Board Produced According to the Process |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20080023164A1 (en) |
| EP (1) | EP1799905B1 (en) |
| JP (1) | JP4976300B2 (en) |
| CN (1) | CN101040083B (en) |
| AT (1) | ATE537298T1 (en) |
| BR (1) | BRPI0516078A (en) |
| CA (1) | CA2581361A1 (en) |
| DK (1) | DK1799905T3 (en) |
| ES (1) | ES2377754T3 (en) |
| NZ (1) | NZ554090A (en) |
| RU (1) | RU2367739C2 (en) |
| WO (1) | WO2006041401A1 (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090107645A1 (en) * | 2005-05-11 | 2009-04-30 | Stora Enso Ab | Process for the Production of a Paper and a Paper Produced According to the Process |
| US20100304166A1 (en) * | 2007-11-07 | 2010-12-02 | Basf Se | New fiber products |
| US20110065576A1 (en) * | 2007-08-22 | 2011-03-17 | Ciba Corporation | Laser-sensitive coating composition |
| WO2011042604A1 (en) * | 2009-10-06 | 2011-04-14 | Upm-Kymmene Corporation | Method for manufacturing a web, and the web |
| US8865620B2 (en) | 2007-03-15 | 2014-10-21 | Datalase, Ltd. | Heat-sensitive coating compositions based on resorcinyl triazine derivatives |
| US9982157B2 (en) | 2008-10-27 | 2018-05-29 | Datalase Ltd. | Aqueous laser-sensitive composition for marking substrates |
| WO2018171913A1 (en) * | 2017-03-24 | 2018-09-27 | Tetra Laval Holdings & Finance S.A. | Method of manufacturing of a foam-formed cellulosic fibre-material, a bulk sheet and a laminated packaging material comprising the cellulosic fibre-material |
| WO2019035022A1 (en) * | 2017-08-16 | 2019-02-21 | Anavo Technologies, Llc | Tissue paper articles and methods of making and using the same |
| US20190218716A1 (en) * | 2016-09-21 | 2019-07-18 | Hans Hoglund | A paper or paperboard product comprising at least one ply containing high yield pulp and its production method |
| EP4163436A1 (en) * | 2021-10-08 | 2023-04-12 | Factum Consult GmbH | Composition comprising a polyelectrolyte system and method of making |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007277795A (en) * | 2006-03-14 | 2007-10-25 | Nippon Paper Industries Co Ltd | Papermaking method and paper |
| JP2008088582A (en) * | 2006-09-29 | 2008-04-17 | Mitsubishi Paper Mills Ltd | Low-density printing paper |
| EP1936032A1 (en) | 2006-12-18 | 2008-06-25 | Akzo Nobel N.V. | Method of producing a paper product |
| JP2008248398A (en) * | 2007-03-29 | 2008-10-16 | Nippon Paper Industries Co Ltd | Method for producing paper, and paper |
| EP2808440B1 (en) | 2009-03-30 | 2019-08-14 | FiberLean Technologies Limited | Process for the production of nano-fibrillar cellulose suspensions |
| HUE035151T2 (en) | 2009-03-30 | 2018-05-02 | Fiberlean Tech Ltd | Process for the production of nano-fibrillar cellulose gels |
| EP2386682B1 (en) | 2010-04-27 | 2014-03-19 | Omya International AG | Process for the manufacture of structured materials using nano-fibrillar cellulose gels |
| DK2386683T3 (en) | 2010-04-27 | 2014-06-23 | Omya Int Ag | Process for the preparation of gel-based composite materials |
| JP5489914B2 (en) * | 2010-08-19 | 2014-05-14 | 花王株式会社 | Method for producing hydrolytic paper and method for producing water-degradable cleaning article |
| SE1050985A1 (en) * | 2010-09-22 | 2012-03-23 | Stora Enso Oyj | A paper or paperboard product and a process of manufacture of a paper or paperboard product |
| US8801899B1 (en) | 2013-09-06 | 2014-08-12 | International Paper Company | Paperboards having improved bending stiffness and method for making same |
| BR112016006857B1 (en) | 2013-09-13 | 2023-02-14 | Stora Enso Oyj | HIGH QUALITY MULTI-LAYER CARDBOARD |
| BR112016007763B1 (en) | 2013-09-13 | 2021-12-07 | Stora Enso Oyj | MULTILAYER CARDBOARD |
| WO2015087293A1 (en) | 2013-12-13 | 2015-06-18 | Stora Enso Oyj | Multiply paperboard |
| SE539914C2 (en) | 2014-04-29 | 2018-01-09 | Stora Enso Oyj | Process for making at least one layer of a paper or paperboard and a paper or paperboard made according to the process |
| SE539344E (en) | 2015-03-02 | 2020-02-11 | Billerudkorsnaes Ab | Pulp mixture for production of a paper product with high strength in z-direction |
| AU2016339066B2 (en) | 2015-10-14 | 2020-10-22 | Fiberlean Technologies Limited | 3D-formable sheet material |
| US11846072B2 (en) | 2016-04-05 | 2023-12-19 | Fiberlean Technologies Limited | Process of making paper and paperboard products |
| EP3828339B1 (en) | 2016-04-05 | 2023-11-29 | FiberLean Technologies Limited | Paper and paperboard products |
| BE1026476B1 (en) * | 2018-07-17 | 2020-02-19 | Anheuser Busch Inbev Sa | PROCESS FOR PRODUCING PAPER OR BOARD PAPER, MORE SPECIFIC LABEL PAPER OR BOARD PAPER THAT CAN BE USED AS PACKAGING MATERIAL FOR DRINK CONTAINERS |
| CN111485444B (en) * | 2019-01-29 | 2021-12-07 | 金华盛纸业(苏州工业园区)有限公司 | Preparation method of modified paper pulp, preparation method of map base paper and map base paper |
| CN111910457B (en) * | 2020-08-03 | 2023-03-24 | 湖南广信科技股份有限公司 | Paperboard and manufacturing method and application thereof |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US139500A (en) * | 1873-06-03 | Improvement in heel-plates | ||
| US3998690A (en) * | 1972-10-02 | 1976-12-21 | The Procter & Gamble Company | Fibrous assemblies from cationically and anionically charged fibers |
| US4824523A (en) * | 1983-12-06 | 1989-04-25 | Svenska Traforskningsinstitutet | Method of making paper with high filler content |
| US5061346A (en) * | 1988-09-02 | 1991-10-29 | Betz Paperchem, Inc. | Papermaking using cationic starch and carboxymethyl cellulose or its additionally substituted derivatives |
| US5830320A (en) * | 1996-09-18 | 1998-11-03 | Weyerhaeuser Company | Method of enhancing strength of paper products and the resulting products |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE7708115L (en) * | 1976-07-14 | 1978-01-15 | English Clays Lovering Pochin | PROCEDURE FOR PREPARING PAPER OR CARDBOARD |
| JPH0441788A (en) * | 1990-05-31 | 1992-02-12 | Kanzaki Paper Mfg Co Ltd | Production of paper |
| US5098520A (en) * | 1991-01-25 | 1992-03-24 | Nalco Chemcial Company | Papermaking process with improved retention and drainage |
| US5185062A (en) * | 1991-01-25 | 1993-02-09 | Nalco Chemical Company | Papermaking process with improved retention and drainage |
| EP0515750A3 (en) * | 1991-05-29 | 1993-06-16 | Borden, Inc. | Polyamide-epichlorohydrin resin |
| US5318669A (en) * | 1991-12-23 | 1994-06-07 | Hercules Incorporated | Enhancement of paper dry strength by anionic and cationic polymer combination |
| DE790351T1 (en) * | 1996-02-14 | 1998-01-29 | Nalco Chemical Co | Process for papermaking using multipolymer retention / drainage aids |
| US6419789B1 (en) * | 1996-10-11 | 2002-07-16 | Fort James Corporation | Method of making a non compacted paper web containing refined long fiber using a charge controlled headbox and a single ply towel made by the process |
| JPH11107188A (en) * | 1997-10-01 | 1999-04-20 | Seiko Kagaku Kogyo Co Ltd | Production of high-strength paper |
| SE521591C2 (en) * | 1998-11-30 | 2003-11-18 | Sca Res Ab | Method of preparing a particle having coating of interacting polymers and paper or nonwoven product containing the particles |
| SE0001268L (en) * | 2000-04-06 | 2001-10-07 | Sca Hygiene Prod Ab | Process for adsorbing successive thin layers of cationic and anionic polymers onto the surface of particles or groups of particles, and paper or nonwoven product containing such particles or groups of particles |
| US6582560B2 (en) * | 2001-03-07 | 2003-06-24 | Kimberly-Clark Worldwide, Inc. | Method for using water insoluble chemical additives with pulp and products made by said method |
-
2005
- 2005-10-13 DK DK05792428.4T patent/DK1799905T3/en active
- 2005-10-13 JP JP2007536653A patent/JP4976300B2/en not_active Expired - Fee Related
- 2005-10-13 AT AT05792428T patent/ATE537298T1/en active
- 2005-10-13 CN CN2005800352226A patent/CN101040083B/en active Active
- 2005-10-13 ES ES05792428T patent/ES2377754T3/en active Active
- 2005-10-13 NZ NZ554090A patent/NZ554090A/en not_active IP Right Cessation
- 2005-10-13 US US11/665,229 patent/US20080023164A1/en not_active Abandoned
- 2005-10-13 WO PCT/SE2005/001520 patent/WO2006041401A1/en active Application Filing
- 2005-10-13 CA CA002581361A patent/CA2581361A1/en not_active Abandoned
- 2005-10-13 EP EP05792428A patent/EP1799905B1/en not_active Revoked
- 2005-10-13 BR BRPI0516078-2A patent/BRPI0516078A/en not_active Application Discontinuation
- 2005-10-13 RU RU2007117910/12A patent/RU2367739C2/en not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US139500A (en) * | 1873-06-03 | Improvement in heel-plates | ||
| US3998690A (en) * | 1972-10-02 | 1976-12-21 | The Procter & Gamble Company | Fibrous assemblies from cationically and anionically charged fibers |
| US4824523A (en) * | 1983-12-06 | 1989-04-25 | Svenska Traforskningsinstitutet | Method of making paper with high filler content |
| US5061346A (en) * | 1988-09-02 | 1991-10-29 | Betz Paperchem, Inc. | Papermaking using cationic starch and carboxymethyl cellulose or its additionally substituted derivatives |
| US5830320A (en) * | 1996-09-18 | 1998-11-03 | Weyerhaeuser Company | Method of enhancing strength of paper products and the resulting products |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090107645A1 (en) * | 2005-05-11 | 2009-04-30 | Stora Enso Ab | Process for the Production of a Paper and a Paper Produced According to the Process |
| US8865620B2 (en) | 2007-03-15 | 2014-10-21 | Datalase, Ltd. | Heat-sensitive coating compositions based on resorcinyl triazine derivatives |
| US20110065576A1 (en) * | 2007-08-22 | 2011-03-17 | Ciba Corporation | Laser-sensitive coating composition |
| US9045619B2 (en) | 2007-08-22 | 2015-06-02 | Datalase Ltd. | Laser-sensitive coating composition |
| US20100304166A1 (en) * | 2007-11-07 | 2010-12-02 | Basf Se | New fiber products |
| US8900414B2 (en) * | 2007-11-07 | 2014-12-02 | Datalase, Ltd. | Fiber products |
| US9982157B2 (en) | 2008-10-27 | 2018-05-29 | Datalase Ltd. | Aqueous laser-sensitive composition for marking substrates |
| WO2011042604A1 (en) * | 2009-10-06 | 2011-04-14 | Upm-Kymmene Corporation | Method for manufacturing a web, and the web |
| US20190218716A1 (en) * | 2016-09-21 | 2019-07-18 | Hans Hoglund | A paper or paperboard product comprising at least one ply containing high yield pulp and its production method |
| US11299853B2 (en) * | 2016-09-21 | 2022-04-12 | Hans Hoglund | Paper or paperboard product comprising at least one ply containing high yield pulp and its production method |
| WO2018171913A1 (en) * | 2017-03-24 | 2018-09-27 | Tetra Laval Holdings & Finance S.A. | Method of manufacturing of a foam-formed cellulosic fibre-material, a bulk sheet and a laminated packaging material comprising the cellulosic fibre-material |
| CN110462134A (en) * | 2017-03-24 | 2019-11-15 | 利乐拉瓦尔集团及财务有限公司 | Manufacture method, ontology sheet material and the laminate wrapping material comprising cellulosic fibre material of the cellulosic fibre material of formation of foam |
| US11692313B2 (en) * | 2017-03-24 | 2023-07-04 | Tetra Laval Holdings & Finance S.A. | Method of manufacturing of a foam-formed cellulosic fibre-material, a bulk sheet and a laminated packaging material comprising the cellulosic fibre-material |
| WO2019035022A1 (en) * | 2017-08-16 | 2019-02-21 | Anavo Technologies, Llc | Tissue paper articles and methods of making and using the same |
| EP4163436A1 (en) * | 2021-10-08 | 2023-04-12 | Factum Consult GmbH | Composition comprising a polyelectrolyte system and method of making |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE537298T1 (en) | 2011-12-15 |
| JP2008517174A (en) | 2008-05-22 |
| CA2581361A1 (en) | 2006-04-20 |
| ES2377754T3 (en) | 2012-03-30 |
| RU2367739C2 (en) | 2009-09-20 |
| BRPI0516078A (en) | 2008-08-19 |
| WO2006041401A1 (en) | 2006-04-20 |
| DK1799905T3 (en) | 2012-02-13 |
| CN101040083B (en) | 2010-08-11 |
| CN101040083A (en) | 2007-09-19 |
| RU2007117910A (en) | 2008-11-20 |
| NZ554090A (en) | 2009-07-31 |
| EP1799905A4 (en) | 2010-06-16 |
| JP4976300B2 (en) | 2012-07-18 |
| EP1799905A1 (en) | 2007-06-27 |
| EP1799905B1 (en) | 2011-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080023164A1 (en) | Process for Producing a Paper or Board and a Paper or Board Produced According to the Process | |
| EP1885954B1 (en) | Process for the production of a paper and a paper produced according to the process | |
| US20120241114A1 (en) | Process for production of a paper or paperboard product | |
| SE1050985A1 (en) | A paper or paperboard product and a process of manufacture of a paper or paperboard product | |
| US10145068B2 (en) | Process for producing at least one ply of a paper or board and a paper or board produced according to the process | |
| RU2746735C2 (en) | Method for increasing dimensional stability of a paper or cardboard product | |
| Gärdlund et al. | The use of polyelectrolyte complexes (PEC) as strength additives for different pulps used for production of fine paper | |
| US20240026606A1 (en) | Method for separating cellulosic particulates out of fiber suspensions and/or filtrates | |
| JP4091940B2 (en) | Novel calcium carbonate filler for papermaking, paper using the filler and method for producing the same | |
| US6716313B2 (en) | Additive for paper making | |
| JP7459751B2 (en) | Paperboard manufacturing method | |
| EP4202119A1 (en) | Reclable paper of high wet strength | |
| KR100627996B1 (en) | Composition for dissociating wet strength paper | |
| CN113661289A (en) | Use of metal chelates as surface applications for improving the abrasiveness and/or taber stiffness of paper and board |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- FAILURE TO RESPOND TO AN OFFICE ACTION |