CN110483091B - Connection method of porous silicon nitride ceramic - Google Patents
Connection method of porous silicon nitride ceramic Download PDFInfo
- Publication number
- CN110483091B CN110483091B CN201910908744.6A CN201910908744A CN110483091B CN 110483091 B CN110483091 B CN 110483091B CN 201910908744 A CN201910908744 A CN 201910908744A CN 110483091 B CN110483091 B CN 110483091B
- Authority
- CN
- China
- Prior art keywords
- silicon nitride
- porous silicon
- nitride substrate
- layer
- sintering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/001—Joining burned ceramic articles with other burned ceramic articles or other articles by heating directly with other burned ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/08—Non-oxidic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/368—Silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/52—Pre-treatment of the joining surfaces, e.g. cleaning, machining
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Products (AREA)
Abstract
The invention relates to the field of silicon nitride ceramic sintering, in particular to a method for connecting porous silicon nitride ceramic, which comprises a porous silicon nitride substrate I, a connecting layer and a porous silicon nitride substrate II, wherein the connecting layer connects the porous silicon nitride substrate I and the porous silicon nitride substrate II through sintering, the connecting layer grows to be attached to the porous silicon nitride substrate I and the porous silicon nitride substrate II on two sides, and the grown connecting layer mutually interpenetrates and bridges the porous silicon nitride substrate I and the porous silicon nitride substrate II on two sides; the sintering connection between the porous silicon nitride ceramics can be realized, and silicon nitride crystal grains of the connecting layer grow depending on the porous silicon nitride substrate I and the porous silicon nitride substrate II to be connected on two sides rather than independently growing based on the connecting layer, so that the connecting layer does not generate obvious shrinkage in the sintering process, and the problem that the connecting layer cracks due to overlarge sintering shrinkage is effectively solved.
Description
Technical Field
The invention relates to the field of silicon nitride ceramic sintering, in particular to a connecting method of porous silicon nitride ceramic.
Background
The silicon nitride ceramic has high strength, high toughness, low thermal expansion coefficient and good high-temperature stability, and has wide application prospect in the field of antenna covers of ultra-high-speed aircrafts. The main functions of the aerospace vehicle radome are bearing, heat insulation, flow guiding, wave transmission and the like. The dielectric constant of the compact silicon nitride ceramic is higher by 7-8.5, and the requirement of wave transmission of the antenna housing cannot be met, so that the silicon nitride ceramic needs to be porous to reduce the dielectric constant. The silicon nitride ceramics with single porosity is difficult to realize the functions of bearing and heat insulation at the same time, and a feasible method is to prepare porous silicon nitride ceramics with high/low pore connection, wherein the low pore layer is responsible for bearing and the high pore layer is responsible for heat insulation. The preparation of the gradient hole structure can also improve the thermal shock resistance of the ceramic material and further improve the reliability of the radome. In addition, the silicon nitride ceramics with different porosities are connected according to a certain mode, and the broadband wave transmission of the antenna housing can be realized.
Due to the difference of the porosities of the substrates at the two sides, the connecting layer has larger internal stress, and the connecting part of the ceramic is easy to crack. The ceramic of the connecting layer is directly sintered, so that the ceramic is greatly shrunk, the internal stress of a connecting interface is further increased, and the high stress can even directly damage the silicon nitride substrate with high air holes.
Disclosure of Invention
The invention aims to provide a connecting method of porous silicon nitride ceramics, which can solve the problem that a connecting layer is cracked due to excessive sintering shrinkage.
The purpose of the invention is realized by the following technical scheme:
a connecting method of porous silicon nitride ceramics comprises a porous silicon nitride substrate I, a connecting layer and a porous silicon nitride substrate II, wherein the connecting layer connects the porous silicon nitride substrate I and the porous silicon nitride substrate II with each other through sintering, the connecting layer grows to be attached to the porous silicon nitride substrate I and the porous silicon nitride substrate II on two sides, and the grown connecting layer mutually interpenetrates and bridges the porous silicon nitride substrate I and the porous silicon nitride substrate II on two sides.
As further optimization of the technical scheme, the connecting layer is formed by laminating three layers of raw materials A-B-A, wherein the connecting layer A on two sides is made of ceramic powder A, and the ceramic powder A is alpha-Si3N4And a sintering aid, wherein the middle connecting layer B layer is made of ceramic powder B, and the ceramic powder B is alpha-Si3N4And (4) forming.
As further optimization of the technical scheme, the invention discloses a method for connecting porous silicon nitride ceramics, wherein the sintering aids and alpha-Si in the layer A at two sides3N4The mass ratio of (1): 9 to 19.
As further optimization of the technical scheme, the invention discloses a connection method of porous silicon nitride ceramics, and the sintering aid is Y2O3And Al2O3Composition of powder Y2O3And Al2O3The mass ratio of (A) to (B) is 1: 0.6-0.8.
As a further optimization of the technical scheme, the invention provides a method for connecting porous silicon nitride ceramics, wherein a green body of the connecting layer is prepared by tape casting, and the specific preparation process comprises the following steps:
the method comprises the following steps: ball-milling and mixing deionized water, ceramic powder A and a dispersing agent to prepare mixed slurry A;
step two: ball-milling and mixing deionized water, ceramic powder B and a dispersing agent to prepare mixed slurry B;
step three: respectively adding a binder and a plasticizer into the mixed slurry A and the mixed slurry B, and continuously mixing to respectively obtain casting slurry A and casting slurry B;
step four: and after defoaming the casting slurry A and the casting slurry B in a vacuum environment, pouring the casting slurry A and the casting slurry B on a release film for casting molding, naturally drying the slurry after casting at room temperature, and then peeling the slurry from the release film to respectively obtain a green body of the connecting layer A layer and a green body of the connecting layer B layer.
As further optimization of the technical scheme, the method for connecting the porous silicon nitride ceramics comprises the steps that in polyvinyl alcohol or acrylic emulsion serving as a binder, the mass ratio of ceramic powder to the binder is 1: 0.004-0.008, the plasticizer is one or two of glycerol and polyethylene glycol, and the mass ratio of the ceramic powder to the plasticizer is 1: 0.008-0.016.
According to the method for connecting the porous silicon nitride ceramics, the surfaces of the porous silicon nitride substrate I and the porous silicon nitride substrate II are polished by sand paper, and then are cleaned by ultrasonic waves and dried.
As a further optimization of the technical scheme, the method for connecting the porous silicon nitride ceramics comprises the steps of stacking the porous silicon nitride substrate I, the connecting layer and the porous silicon nitride substrate II in the order of the porous silicon nitride substrate I, the connecting layer and the porous silicon nitride substrate II and removing glue in the air before sintering connection.
As further optimization of the technical scheme, the porous silicon nitride ceramic connection method is characterized in that sintering is air pressure sintering, the sintering temperature is 1700-1850 ℃, the heat preservation time is 0.5-3 hours, and the nitrogen pressure is 0.4-1 MPa.
As further optimization of the technical scheme, in the connection method of the porous silicon nitride ceramic, 0.5-4 MPa of pressure is applied to the porous silicon nitride substrate I and the porous silicon nitride substrate II during sintering.
The connecting method of the porous silicon nitride ceramic has the beneficial effects that:
according to the connection method of the porous silicon nitride ceramics, the sintering connection among the porous silicon nitride ceramics can be realized, silicon nitride crystal grains of the connection layer grow depending on the porous silicon nitride substrate I and the porous silicon nitride substrate II to be connected at two sides, and the connection layer does not grow independently, so that the connection layer does not shrink obviously in the sintering process, and the problem that the connection layer cracks due to overlarge sintering shrinkage is effectively solved.
Drawings
The invention is described in further detail below with reference to the accompanying drawings and specific embodiments.
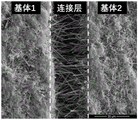
FIG. 1 is a schematic SEM photograph of a bonding layer at an early stage of sintering according to the present invention;
fig. 2 is a schematic SEM image of a fully sintered connection layer of the present invention.
Detailed Description
The present invention will be described in further detail with reference to the accompanying drawings.
The first embodiment is as follows:
the present embodiment will be described with reference to fig. 1 to 2, which illustrates a method for connecting a porous silicon nitride ceramic, including a porous silicon nitride substrate i 1, a connection layer, and a porous silicon nitride substrate ii 2, where the connection layer connects the porous silicon nitride substrate i 1 and the porous silicon nitride substrate ii 2 to each other by sintering, the connection layer grows to adhere to the porous silicon nitride substrate i 1 and the porous silicon nitride substrate ii 2 on both sides, and the grown connection layer mutually interpenetrates and bridges the porous silicon nitride substrate i 1 and the porous silicon nitride substrate ii 2 on both sides.
The connecting layer is formed by laminating three raw materials of A-B-A, wherein the connecting layer A on two sides is made of ceramic powder AThe body A is made of alpha-Si3N4And a sintering aid, wherein the middle connecting layer B layer is made of ceramic powder B, and the ceramic powder B is alpha-Si3N4And (4) forming.
The sintering aid and the alpha-Si in the layer A at the two sides3N4The mass ratio of (1): 9 to 19.
The sintering aid is composed of Y2O3And Al2O3Composition of powder Y2O3And Al2O3The mass ratio of (A) to (B) is 1: 0.6-0.8.
The green body of the connecting layer is prepared by tape casting, and the specific preparation process comprises the following steps:
the method comprises the following steps: ball-milling and mixing deionized water, ceramic powder A and a dispersing agent to prepare mixed slurry A;
step two: ball-milling and mixing deionized water, ceramic powder B and a dispersing agent to prepare mixed slurry B;
step three: respectively adding a binder and a plasticizer into the mixed slurry A and the mixed slurry B, and continuously mixing to respectively obtain casting slurry A and casting slurry B;
step four: and after defoaming the casting slurry A and the casting slurry B in a vacuum environment, pouring the casting slurry A and the casting slurry B on a release film for casting molding, naturally drying the slurry after casting at room temperature, and then peeling the slurry from the release film to respectively obtain a green body of the connecting layer A layer and a green body of the connecting layer B layer.
The adhesive is polyvinyl alcohol or acrylic emulsion, the mass ratio of the ceramic powder to the adhesive is 1: 0.004-0.008, the plasticizer is one or two of glycerol and polyethylene glycol, and the mass ratio of the ceramic powder to the plasticizer is 1: 0.008-0.016.
And the surfaces of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 are polished by sand paper, and then are cleaned by ultrasonic and dried.
Before sintering connection, the porous silicon nitride substrate I1, the connection layer and the porous silicon nitride substrate II 2 are stacked in the order of the porous silicon nitride substrate I1, the connection layer and the porous silicon nitride substrate II 2, and glue is removed in the air.
The sintering is air pressure sintering, the sintering temperature is 1700-1850 ℃, the heat preservation time is 0.5-3 hours, and the nitrogen pressure is 0.4-1 MPa.
And applying pressure of 0.5-4 MPa to the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 during sintering.
As can be seen from FIG. 1, the growth of the silicon nitride grains of the connection layer during sintering is dependent on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on both sides, rather than on the connection layer itself, so that no significant shrinkage of the connection layer occurs during sintering. As can be seen from FIG. 2, at the later stage of sintering, the silicon nitride crystal grains of the connecting layer are sufficiently large to be mutually interpenetrated and bridged, and the grain size and the length-diameter ratio of the silicon nitride crystal grains are similar to those of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on the two sides, so that the connecting layer has higher connecting strength.
The second embodiment is as follows:
referring to fig. 1-2, the present embodiment will be described, and the present embodiment further describes a method for connecting porous silicon nitride ceramics, including the steps of:
step one, ball-milling and mixing deionized water, ceramic powder A and a dispersing agent for 12 hours, wherein the volume fraction of the ceramic powder A in slurry is 30-45%, the dispersing agent is one of polyacrylic acid and tetramethylammonium hydroxide, the mass ratio of the ceramic powder A to the dispersing agent is 1: 0.004-0.008, ball-milling and mixing the deionized water, the ceramic powder B and the dispersing agent for 12 hours, the volume fraction of the ceramic powder B in slurry is 30-45%, the dispersing agent is one of polyacrylic acid and tetramethylammonium hydroxide, the mass ratio of the ceramic powder B to the dispersing agent is 1: 0.004-0.008, and the ceramic powder A is prepared by mixing alpha-Si3N4And a sintering aid, the sintering aid and the alpha-Si3N4The mass ratio of (A) to (B) is 1: 9-19, and the sintering aid is Y2O3And Al2O3Composition of powder Y2O3And Al2O3The mass ratio of the ceramic powder B to the ceramic powder B is 1: 0.6-0.8, and the ceramic powder B is alpha-Si3N4;
Step two, respectively adding a binder and a plasticizer into the mixed slurry A and the mixed slurry B, and continuously mixing for 30min to respectively obtain casting slurry A and casting slurry B, wherein the binder is one of polyvinyl alcohol and acrylic emulsion, the mass ratio of the ceramic powder A or B to the binder is 1: 0.004-0.008, the plasticizer is one or two of glycerol and polyethylene glycol, and the mass ratio of the ceramic powder A or B to the plasticizer is 1: 0.008-0.016;
step three, removing bubbles of the casting slurry A and the casting slurry B in a vacuum environment for 20min, pouring the casting slurry A and the casting slurry B on a release film for casting, wherein the speed of a formed scraper is 10cm/min, the height of a knife edge is 0.05-0.2 mm, naturally drying the cast slurry at room temperature for 12h, and then stripping the slurry from the release film to obtain a green body of the connection layer A layer and a green body of the connection layer B layer;
polishing the surfaces of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 by using 800-1600-mesh sand paper, and then ultrasonically cleaning and drying;
step five, laminating the raw materials according to a mode of porous silicon nitride substrate I1-A layer-B layer-A layer-porous silicon nitride substrate II 2, and removing glue in the air, wherein the glue removing temperature is 600 ℃, the heating rate is 0.3-1 ℃/min, and the heat preservation time is 2-4 hours;
placing the laminated raw materials into an air pressure furnace for sintering, wherein the sintering temperature is 1700-1850 ℃, the heat preservation time is 0.5-3 hours, the nitrogen pressure is 0.4-1 MPa, and during sintering, weights are placed on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 to apply the pressure of 0.5-4 MPa;
as can be seen from FIG. 1, the growth of the silicon nitride grains of the connection layer during sintering is dependent on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on both sides, rather than on the connection layer itself, so that no significant shrinkage of the connection layer occurs during sintering. As can be seen from FIG. 2, at the later stage of sintering, the silicon nitride crystal grains of the connecting layer are sufficiently large to be mutually interpenetrated and bridged, and the grain size and the length-diameter ratio of the silicon nitride crystal grains are similar to those of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on the two sides, so that the connecting layer has higher connecting strength.
The third concrete implementation mode:
this embodiment will be described with reference to fig. 1-2, which further illustrates the first embodiment,
step one, ball-milling and mixing deionized water, ceramic powder A and a dispersing agent for 12 hours, wherein the volume fraction of the ceramic powder in the slurry is 30%, the dispersing agent is polyacrylic acid, the mass ratio of the ceramic powder A to the dispersing agent is 1: 0.004-0.008, ball-milling and mixing the deionized water, the ceramic powder B and the dispersing agent for 12 hours, the volume fraction of the ceramic powder in the slurry is 30%, the dispersing agent is polyacrylic acid, the mass ratio of the ceramic powder B to the dispersing agent is 1: 0.004-0.008, and the ceramic powder A is prepared from alpha-Si3N4And a sintering aid, the sintering aid and the alpha-Si3N4The mass ratio of (A) to (B) is 1:9, the sintering aid is Y2O3And Al2O3Composition of powder Y2O3And Al2O3The mass ratio of the ceramic powder B is 1:0.6, the ceramic powder B is alpha-Si3N4;
Step two, respectively adding a binder and a plasticizer into the mixed slurry A and the mixed slurry B, and continuously mixing for 30min to respectively obtain casting slurry A and casting slurry B, wherein the binder is one of polyvinyl alcohol and acrylic emulsion, the mass ratio of the ceramic powder A or B to the binder is 1:0.004, the plasticizer is glycerol, and the mass ratio of the ceramic powder A or B to the plasticizer is 1: 0.008;
step three, removing bubbles from the casting slurry A and the casting slurry B in a vacuum environment for 20min, pouring the casting slurry A and the casting slurry B on a release film for casting, wherein the speed of a formed scraper is 10cm/min, the height of a knife edge is 0.05mm, naturally drying the cast slurry at room temperature for 12h, and then stripping the slurry from the release film to respectively obtain a green body of the connection layer A layer and a green body of the connection layer B layer;
polishing the surfaces of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 by using 800-mesh sand paper, and then ultrasonically cleaning and drying;
step five, laminating the raw materials according to the mode of the porous silicon nitride substrate I1-A layer-B layer-A layer-porous silicon nitride substrate II 2, and removing the glue in the air, wherein the glue removing temperature is 600 ℃, the heating rate is 0.5 ℃/min, and the heat preservation time is 2 hours;
and step six, placing the laminated raw materials into a pressure furnace for sintering, wherein the sintering temperature is 1700 ℃, the heat preservation time is 3 hours, the nitrogen pressure is 0.4MPa, and during sintering, weights are placed on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 to apply the pressure of 4 MPa.
As can be seen from FIG. 1, the growth of the silicon nitride grains of the connection layer during sintering is dependent on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on both sides, rather than on the connection layer itself, so that no significant shrinkage of the connection layer occurs during sintering. As can be seen from FIG. 2, at the later stage of sintering, the silicon nitride crystal grains of the connecting layer are sufficiently large to be mutually interpenetrated and bridged, and the grain size and the length-diameter ratio of the silicon nitride crystal grains are similar to those of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on the two sides, so that the connecting layer has higher connecting strength.
The fourth concrete implementation mode:
this embodiment will be described with reference to fig. 1-2, which further illustrates the first embodiment,
step one, ball-milling and mixing deionized water, ceramic powder A and a dispersing agent for 12 hours, wherein the volume fraction of the ceramic powder A in slurry is 45%, the dispersing agent is one of polyacrylic acid and tetramethylammonium hydroxide, the mass ratio of the ceramic powder A to the dispersing agent is 1:0.008, ball-milling and mixing the deionized water, the ceramic powder B and the dispersing agent for 12 hours, the volume fraction of the ceramic powder B in slurry is 45%, the dispersing agent is one of polyacrylic acid and tetramethylammonium hydroxide, the mass ratio of the ceramic powder B to the dispersing agent is 1:0.008, and the ceramic powder A is prepared by mixing alpha-Si3N4And a sintering aid, the sintering aid and the alpha-Si3N4The mass ratio of (A) to (B) is 1:19, the sintering aid is Y2O3And Al2O3Composition of powder Y2O3And Al2O3The mass ratio of the ceramic powder B is 1:0.8, the ceramic powder B is alpha-Si3N4;
Step two, respectively adding a binder and a plasticizer into the mixed slurry A and the mixed slurry B, and continuously mixing for 30min to respectively obtain casting slurry A and casting slurry B, wherein the binder is one of polyvinyl alcohol and acrylic emulsion, the mass ratio of the ceramic powder A or B to the binder is 1:0.008, the plasticizer is one or two of glycerol and polyethylene glycol, and the mass ratio of the ceramic powder A or B to the plasticizer is 1: 0.016;
step three, removing bubbles of the casting slurry A and the casting slurry B in a vacuum environment for 20min, pouring the casting slurry A and the casting slurry B on a release film for casting, wherein the speed of a formed scraper is 10cm/min, the height of a knife edge is 0.2mm, naturally drying the cast slurry at room temperature for 12h, and then stripping the slurry from the release film to obtain a green body of the connection layer A layer and a green body of the connection layer B layer respectively;
polishing the surfaces of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 by using 1600-mesh sand paper, and then ultrasonically cleaning and drying;
step five, laminating the raw materials according to the mode of the porous silicon nitride substrate I1-A layer-B layer-A layer-porous silicon nitride substrate II 2, and removing the glue in the air, wherein the glue removing temperature is 600 ℃, the heating rate is 0.3 ℃/min, and the heat preservation time is 4 hours;
and step six, placing the laminated raw materials into an air pressure furnace for sintering, wherein the sintering temperature is 1850 ℃, the heat preservation time is 0.5 hour, the nitrogen pressure is 1MPa, and during sintering, a weight is placed on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 to apply the pressure of 0.5 MPa.
As can be seen from FIG. 1, the growth of the silicon nitride grains of the connection layer during sintering is dependent on the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on both sides, rather than on the connection layer itself, so that no significant shrinkage of the connection layer occurs during sintering. As can be seen from FIG. 2, at the later stage of sintering, the silicon nitride crystal grains of the connecting layer are sufficiently large to be mutually interpenetrated and bridged, and the grain size and the length-diameter ratio of the silicon nitride crystal grains are similar to those of the porous silicon nitride substrate I1 and the porous silicon nitride substrate II 2 on the two sides, so that the connecting layer has higher connecting strength.
It is to be understood that the above description is not intended to limit the present invention, and the present invention is not limited to the above examples, and that various changes, modifications, additions and substitutions which are within the spirit and scope of the present invention and which may be made by those skilled in the art are also within the scope of the present invention.
Claims (6)
1. A method for connecting porous silicon nitride ceramics comprises a porous silicon nitride substrate I (1), a connecting layer and a porous silicon nitride substrate II (2), and is characterized in that: the connection layer connects the porous silicon nitride substrate I (1) and the porous silicon nitride substrate II (2) with each other through sintering, the connection layer grows to be attached to the porous silicon nitride substrate I (1) and the porous silicon nitride substrate II (2) on two sides, and the grown connection layer mutually interpenetrates and bridges the porous silicon nitride substrate I (1) and the porous silicon nitride substrate II (2) on two sides;
the connecting layer is formed by laminating three layers of raw materials A-B-A or tape casting, when the laminating process is adopted, the connecting layer A layers on two sides are made of ceramic powder A, and the ceramic powder A is alpha-Si3N4And a sintering aid, wherein the middle connecting layer B layer is made of ceramic powder B, and the ceramic powder B is alpha-Si3N4Composition is carried out;
the sintering aid and the alpha-Si in the layer A at the two sides3N4The mass ratio of (1): 9-19;
the sintering aid is composed of Y2O3And Al2O3Composition of powder Y2O3And Al2O3The mass ratio of (A) to (B) is 1: 0.6-0.8;
when the fabric is prepared by adopting a tape casting process, the specific preparation process comprises the following steps:
the method comprises the following steps: ball-milling and mixing deionized water, ceramic powder A and a dispersing agent to prepare mixed slurry A;
step two: ball-milling and mixing deionized water, ceramic powder B and a dispersing agent to prepare mixed slurry B;
step three: respectively adding a binder and a plasticizer into the mixed slurry A and the mixed slurry B, and continuously mixing to respectively obtain casting slurry A and casting slurry B;
step four: and after defoaming the casting slurry A and the casting slurry B in a vacuum environment, pouring the casting slurry A and the casting slurry B on a release film for casting molding, naturally drying the slurry after casting at room temperature, and then peeling the slurry from the release film to respectively obtain a green body of the connecting layer A layer and a green body of the connecting layer B layer.
2. The method of claim 1, wherein the step of bonding the porous silicon nitride ceramic comprises: the adhesive is polyvinyl alcohol or acrylic emulsion, the mass ratio of the ceramic powder to the adhesive is 1: 0.004-0.008, the plasticizer is one or two of glycerol and polyethylene glycol, and the mass ratio of the ceramic powder to the plasticizer is 1: 0.008-0.016.
3. The method for joining a porous silicon nitride ceramic according to any one of claims 1 to 2, wherein: and the surfaces of the porous silicon nitride substrate I (1) and the porous silicon nitride substrate II (2) are polished by sand paper, and are cleaned by ultrasonic and dried after polishing.
4. The method for joining a porous silicon nitride ceramic according to any one of claims 1 to 3, wherein: before sintering connection, the porous silicon nitride substrate I (1), the connection layer and the porous silicon nitride substrate II (2) are stacked in the order of the porous silicon nitride substrate I (1), the connection layer and the porous silicon nitride substrate II (2) and arranged in air.
5. The method for joining a porous silicon nitride ceramic according to any one of claims 1 to 4, wherein: the sintering is air pressure sintering, the sintering temperature is 1700-1850 ℃, the heat preservation time is 0.5-3 hours, and the nitrogen pressure is 0.4-1 MPa.
6. The method of claim 5, wherein the step of bonding the porous silicon nitride ceramics comprises: and applying pressure of 0.5-4 MPa to the porous silicon nitride substrate I (1) and the porous silicon nitride substrate II (2) during sintering.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910908744.6A CN110483091B (en) | 2019-09-25 | 2019-09-25 | Connection method of porous silicon nitride ceramic |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910908744.6A CN110483091B (en) | 2019-09-25 | 2019-09-25 | Connection method of porous silicon nitride ceramic |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110483091A CN110483091A (en) | 2019-11-22 |
| CN110483091B true CN110483091B (en) | 2021-07-13 |
Family
ID=68544264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910908744.6A Active CN110483091B (en) | 2019-09-25 | 2019-09-25 | Connection method of porous silicon nitride ceramic |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110483091B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113956052A (en) * | 2021-11-15 | 2022-01-21 | 广东省科学院新材料研究所 | Forming method of ceramic microchannel, ceramic microchannel material and application |
| CN116410019A (en) * | 2022-01-05 | 2023-07-11 | 北京小米移动软件有限公司 | Manufacturing method of ceramic piece, ceramic piece and electronic equipment |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2365564C1 (en) * | 2008-01-28 | 2009-08-27 | Федеральное государственное унитарное предприятие "Обнинское научно-производственное предприятие "Технология" | Method of connecting ceramic units from silicon nitride |
| CN107857595A (en) * | 2017-11-29 | 2018-03-30 | 上海大学 | Silicon nitride ceramics slurry and preparation method thereof and the application for preparing Silicon Nitride Slips by Tape Casting |
| CN108147671B (en) * | 2017-12-28 | 2020-09-15 | 哈尔滨工业大学 | Microcrystalline glass brazing filler metal for connecting silicon nitride ceramics and preparation method thereof |
| CN108299004B (en) * | 2018-02-06 | 2020-12-11 | 中国科学院上海硅酸盐研究所 | Method for relieving thermal stress in connection process of porous silicon nitride ceramic and transparent aluminum oxynitride ceramic |
| CN108640522B (en) * | 2018-06-12 | 2021-03-30 | 哈尔滨工业大学 | Microcrystalline glass solder and method for welding porous silicon nitride and compact silicon nitride by using same |
-
2019
- 2019-09-25 CN CN201910908744.6A patent/CN110483091B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110483091A (en) | 2019-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109987944B (en) | High-thermal-conductivity silicon nitride ceramic substrate and preparation method thereof | |
| CN111620711B (en) | Bionic silicon nitride ceramic material and preparation method thereof | |
| CN110483091B (en) | Connection method of porous silicon nitride ceramic | |
| CN113087531B (en) | High-strength high-thermal-conductivity silicon nitride ceramic substrate and preparation method and application thereof | |
| CN109742298B (en) | Porous ceramic diaphragm slurry, preparation method thereof, battery diaphragm and battery | |
| US4261781A (en) | Process for forming compound semiconductor bodies | |
| CN113292323A (en) | Zirconia toughened alumina ceramic plate and preparation method thereof | |
| KR20050109449A (en) | Honeycomb structure and method of manufacturing the same | |
| CN108911706B (en) | Co-sintering preparation method of fly ash-based ceramic microfiltration membrane | |
| JPS6036369A (en) | Ceramic manufacture | |
| CN114538900A (en) | High-purity ultrathin high-strength alumina ceramic substrate and preparation method and application thereof | |
| CN108947392A (en) | A kind of high-elastic mould essence house ornamentation decoration mortar of low-carbon environment-friendly and preparation method thereof | |
| EP1088802B1 (en) | Method for producing ceramic green sheet | |
| CN115231903A (en) | Preparation process of large-size high-purity ceramic substrate | |
| CN114988854B (en) | Alumina ceramic substrate and preparation method thereof | |
| CN114409394B (en) | Preparation method of large-size YAG transparent ceramic sheet | |
| JP2006093492A (en) | Vacuum suction apparatus | |
| TWI806482B (en) | Ceramic substrate and method for manufacturing the same | |
| CN112694335B (en) | Diamond-silicon carbide substrate and preparation method and application thereof | |
| CN115650759B (en) | Porous alumina ceramic sheet applied to gas sensor packaging and preparation method thereof | |
| CN115611638B (en) | Sandwich-structure radome, and preparation method and processing tool thereof | |
| CN112028638A (en) | Ceramic material and preparation method and application thereof | |
| CN109534803B (en) | Charged ceramic membrane and preparation method thereof | |
| JP3355078B2 (en) | Solid oxide fuel cell | |
| JP2006093491A (en) | Vacuum suction apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |