CN103376058A - 温度补偿系统及方法 - Google Patents
温度补偿系统及方法 Download PDFInfo
- Publication number
- CN103376058A CN103376058A CN201210129895XA CN201210129895A CN103376058A CN 103376058 A CN103376058 A CN 103376058A CN 201210129895X A CN201210129895X A CN 201210129895XA CN 201210129895 A CN201210129895 A CN 201210129895A CN 103376058 A CN103376058 A CN 103376058A
- Authority
- CN
- China
- Prior art keywords
- measurement
- value
- scale
- workpiece
- standard workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/0011—Arrangements for eliminating or compensation of measuring errors due to temperature or weight
- G01B5/0014—Arrangements for eliminating or compensation of measuring errors due to temperature or weight due to temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0003—Arrangements for preventing undesired thermal effects on tools or parts of the machine
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/03—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness by measuring coordinates of points
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/04—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness by measuring coordinates of points
- G01B21/045—Correction of measurements
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37193—Multicoordinate measuring system, machine, cmm
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
- Automatic Control Of Machine Tools (AREA)
- Numerical Control (AREA)
Abstract
一种温度补偿系统,包括:第一计算模块,计算标准工件的长度偏差值和光栅尺的刻度偏差值;第二计算模块,用于计算所述标准工件和光栅尺分别对应的每个坐标轴的补偿系数;第三计算模块,用于计算标准工件和光栅尺分别对应的每个坐标轴总补偿系数值;第四计算模块,用于利用待测工件的温度值和光栅尺的温度值、环境温度值、标准工件对应的每个坐标轴的总补偿系数值、及光栅尺对应的每个坐标轴的总补偿系数值,计算待测工件对应的各个坐标轴的总误差;补偿模块,用于计算标准工件在各个坐标轴的实际坐标值。另外本发明还提供一种温度补偿方法,利用本发明,可以补偿待测工件因为温度引起的误差。
Description
技术领域
本发明涉及一种温度管理系统及方法,尤其涉及一种温度补偿系统及方法。
背景技术
量测机台在测量待测工件的时候,会因为各种外界因素引起测量的误差。温度是不可忽视的其中之一因素,在不同温度的影像下,量测机台的光栅尺、待测工件等都会因为温度的变化而变形,使得测得的待测工件的尺寸出现误差。
发明内容
鉴于以上内容,有必要提供一种温度补偿系统,可以对量测机台测量的工件进行温度补偿。
还有必要提供一种温度补偿方法,可以对量测机台测量的工件进行温度补偿。
一种温度补偿系统,该系统包括:测量模块,用于在多个环境温度下测量放置于量测机台上的标准工件的量测长度值和该量测机台的光栅尺的量测刻度值;第一计算模块,用于根据所述标准工件的理论长度值和所述量测长度值,及光栅尺量测刻度值和理论刻度值,计算出标准工件的长度偏差值和光栅尺的刻度偏差值;第二计算模块,用于根据计算得到的标准工件的长度偏差值和光栅尺的刻度偏差值、测量标准工件量测长度值的测量次数、测量光栅尺量测刻度值的测量次数、量测机台每个坐标轴的坐标值计算所述标准工件和光栅尺分别对应的每个坐标轴的补偿系数;第三计算模块,用于根据计算出来的标准工件和光栅尺在每个环境温度下各个坐标轴的补偿系数和环境温度个数,计算出标准工件和光栅尺分别对应的每个坐标轴总补偿系数值;第四计算模块,用于利用待测工件的温度值和光栅尺的温度值、环境温度值、标准工件对应的每个坐标轴的总补偿系数值、及光栅尺对应的每个坐标轴的总补偿系数值,计算出放置于量测机台上的待测工件对应的各个坐标轴的总误差;及补偿模块,用于根据计算出来的待测工件对应的各个坐标轴的总误差和量测机台各个坐标轴的坐标值来计算标准工件在各个坐标轴的实际坐标值。
一种温度补偿方法,该方法包括:测量步骤,测量放置于量测机台上的标准工件的量测长度值和该量测机台的光栅尺的量测刻度值;第一计算步骤,根据所述标准工件的理论长度值和所述量测长度值,及光栅尺量测刻度值和理论刻度值,计算出标准工件的长度偏差值和光栅尺的刻度偏差值;第二计算步骤,根据计算得到的标准工件的长度偏差值和光栅尺的刻度偏差值、测量标准工件量测长度值的测量次数、测量光栅尺量测刻度值的测量次数、量测机台每个坐标轴的坐标值计算所述标准工件和光栅尺分别对应的每个坐标轴的补偿系数;第三计算步骤,根据计算出来的标准工件和光栅尺在用户设置的每个环境温度下各个坐标轴的补偿系数和环境温度个数,计算出标准工件和光栅尺分别对应的每个坐标轴总补偿系数值;第四计算步骤,利用待测工件的温度值和光栅尺的温度值、环境温度值、标准工件对应的每个坐标轴的总补偿系数值、及光栅尺对应的每个坐标轴的总补偿系数值,计算出放置于量测机台上的待测工件对应的各个坐标轴的总误差;及补偿步骤,根据计算出来的待测工件对应的各个坐标轴的总误差和量测机台各个坐标轴的坐标值来计算标准工件在各个坐标轴的实际坐标值。
相较于现有技术,所述温度补偿系统及方法,可以补偿在测量工件时,因为温度偏差原因造成的误差,使得测量工件的结果更加精确。
附图说明
图1是本发明温度补偿系统较佳实施例的运行环境示意图。
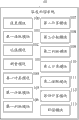
图2是图1中温度补偿系统10的功能模块图。
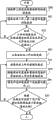
图3和图4是本发明温度补偿方法较佳实施例的作业流程图。
主要元件符号说明
| 计算机 | 1 |
| 温度补偿系统 | 10 |
| 量测机台 | 2 |
| 光栅尺 | 20 |
| 量测单元 | 21 |
| 标准工件 | 3 |
| 待测工件 | 4 |
| 第一温度传感器 | 5 |
| 第二温度传感器 | 6 |
| 数据库 | 11 |
| 设置模块 | 100 |
| 第一读取模块 | 101 |
| 记录模块 | 102 |
| 测量模块 | 103 |
| 第一计算模块 | 104 |
| 第一计数模块 | 105 |
| 第一判断模块 | 106 |
| 第二计算模块 | 107 |
| 第二计数模块 | 108 |
| 第二判断模块 | 109 |
| 第三计算模块 | 110 |
| 第二读取模块 | 111 |
| 第四计算模块 | 112 |
| 补偿模块 | 113 |
如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
如图1所示,是本发明温度补偿系统较佳实施例的运行环境示意图。该温度补偿系统10运行于计算机1中,该计算机1连接量测机台2,该量测机台2包括光栅尺20和量测单元21。该量测单元21用于测量标准工件3和待测工件4的长度值,还用于测量光栅尺20的刻度值。所述标准工件3可以为线纹尺、块规等。所述光栅尺20、标准工件3及待测工件4上各放置了一个第一温度传感器5,用于测量光栅尺20、标准工件3及待测工件4的温度值。
所述计算机1连接于一个第二温度传感器6,该第二温度传感器6用于测量环境温度值。该计算机1还包括数据库11,该数据库11中存储有所述量测机台2每个坐标轴的坐标值L,所述每个坐标轴的坐标值L是指X轴、Y轴、Z轴的坐标值,指的是所述量测机台2的机械坐标值。
如图2所示,是图1中温度补偿系统10的功能模块图。所述温度补偿系统10包括:设置模块100、第一读取模块101、记录模块102、测量模块103、第一计算模块104、第一计数模块105、第一判断模块106、第二计算模块107、第二计数模块108、第二判断模块109、第三计算模块110、第二读取模块111、第四计算模块112、及补偿模块113。所述模块是具有特定功能的软件程序段,该软件存储于计算机可读存储介质或其它存储设备中,可被计算机或其它包含处理器的计算装置执行,从而完成对待测工件量测结果的温度补偿的作业流程。
设置模块100用于读取第二温度传感器6测得的一个环境温度值。
第一读取模块101用于读取标准工件3和光栅尺20上第一温度传感器5采集到的温度值,并判断所读取的温度值与所述环境温度值的误差值是否都在允许误差比例范围内。若所述标准工件3或光栅尺20的温度值与环境温度值的误差不在允许误差比例范围内,则需要继续等待直到标准工件3或光栅尺20的温度值与环境温度值的误差在允许误差比例范围内。本实施例中,所述允许误差比例范围为小于10%。
记录模块102用于当所读取的标准工件3和光栅尺20的温度值与所述环境温度值的误差值都在允许误差比例范围内时,记录该标准工件3和光栅尺20的温度值。
测量模块103用于控制量测单元21测量标准工件3的量测长度值和光栅尺20的量测刻度值。
第一计算模块104用于根据所述标准工件3的理论长度值X1和所述量测长度值X2,计算出标准工件3的长度偏差值X3,所述X3=X2-X1。同理计算光栅尺20的理论刻度值和量测刻度值的刻度偏差值。
第一计数模块105用于将在所述环境温度下测量标准工件3的量测长度值和光栅尺20的量测刻度值的测量次数加1。本实施例中,该测量次数(如N)指的是测量标准工件3的量测长度值的次数,标准工件3的量测长度值可能因为温度的不稳定造成长度值的差异,该测量次数N的初始值为0,当测量完标准工件3的量测长度值X2后,该测量次数N=1。
第一判断模块106用于判断所述测量标准工件3和光栅尺20的测量次数是否都达到了用户设置的该环境温度下需要测量的次数。若测量标准工件3的测量次数或者测量光栅尺20的测量次数没有达到用户设置的需要测量的次数,则所述测量模块103继续测量标准工件3的量测长度值或继续测量光栅尺20的量测刻度值,再由所述第一计算模块104继续计算长度偏差值或刻度偏差值,直到所述测量光栅尺20和标准工件3的测量次数都达到用户设置的需要测量的次数。
若所述测量标准工件3和光栅尺20的测量次数都达到用户设置的需要测量的次数,则第二计算模块107用于根据上述计算得到的所有长度偏差值和所有刻度偏差值、测量次数、及量测机台2的每个坐标轴的坐标值L分别计算所述标准工件3和光栅尺20在所述环境温度下每个坐标轴的补偿系数a。例如,计算标准工件3在所述环境温度下每个坐标轴的补偿系数的公式为:a=(∑X3/N)*1000/L。由于每个坐标轴的坐标值L不同,计算出来的每个坐标轴对应的补偿系数a的值也不同。
第二计数模块108用于将环境温度个数J加上1,环境温度个数初始值为0。
第二判断模块109用于判断所述环境温度个数J的值是否达到了用户设置的需要的环境温度个数。若所述环境温度个数J没有达到用户需要的环境温度个数,则所述设置模块100继续读取第二温度传感器6测得的另一个环境温度值,以计算该另一个环境温度值下标准工件3和光栅尺20在每个坐标轴的补偿系数a。
当所述环境温度个数J的值达到了用户设置的需要的环境温度个数时,第三计算模块110用于根据上述计算出来的标准工件3和光栅尺20在每个环境温度下各个坐标轴的补偿系数以及环境温度个数,计算出标准工件3和光栅尺20分别对应的每个坐标轴上的总补偿系数值。标准工件3在各个坐标轴上的总补偿系数值A1的计算公式为A1=∑a/J。同理可以计算出所述光栅尺20在每个坐标轴上的总补偿系数值A2。
第二读取模块111用于当所述量测机台2在测量待测工件4时,读取待测工件4上的第一温度传感器5采集到的温度值T1,光栅尺20上的第一温度传感器5采集到的温度值T2、及当前第二温度传感器6所测得的环境温度值T。
第四计算模块112用于利用待测工件4和光栅尺20上的第一温度传感器5采集到的温度值T1和T2,环境温度值T、标准工件3在每个坐标轴上的总补偿系数值A1、及光栅尺20在每个坐标轴上的总补偿系数值A2,来计算出待测工件4对应的各个坐标轴的总误差ΔL,计算公式为:ΔL=L[A1*(T1-T)-A2*(T2-T)]。
补偿模块113用于根据所述计算出来的待测工件4在各个坐标轴上的总误差ΔL和量测机台2在各个坐标轴上的坐标值来计算出待测工件4在各个坐标轴上的实际坐标值。
如图3和图4所示,是本发明温度补偿方法较佳实施例的作业流程图。
步骤S30,设置模块100读取第二温度传感器6测得的环境温度值。
步骤S31,第一读取模块101读取标准工件3上第一温度传感器5所采集到的温度值。本实施例中,该第一温度传感器5所采集到的温度值即所述标准工件3在上述环境温度值下的温度值。
步骤S32,第一读取模块101判断所读取的标准工件3的温度值与所述环境温度值的误差值是否在允许误差比例范围内。本实施例中,所述允许误差比例范围为小于10%。若所述标准工件3的温度值与环境温度值的误差不在允许误差比例范围内,则返回步骤S31继续读取标准工件3的温度值。若所述标准工件3的温度值与环境温度值的误差在允许误差比例范围内,则执行步骤S33。
步骤S33,记录模块102记录该标准工件3的温度值。
步骤S34,测量模块103测量标准工件3的量测长度值。
步骤S35,第一计算模块104根据所述标准工件3的理论长度值X1和所述量测长度值X2,计算出标准工件3的长度偏差值X3,所述X3=X2-X1。
步骤S36,第一计数模块105将对标准工件3在所述环境温度下的测量次数N加上1。本实施例中,该测量次数N的初始值为0。
步骤S37,第一判断模块106判断所述测量次数N是否达到了用户设置的该环境温度下需要测量的次数。若所述测量次数N没有达到用户设置的需要测量的次数,则执行步骤S34,重复测量标准工件3的量测长度值。若所述测量次数N达到用户设置的需要测量的次数,则执行步骤S38。
步骤S38,第二计算模块107根据上述计算得到的所有长度偏差值X3、测量次数N、及每个坐标轴的坐标值L计算所述标准工件3在所述环境温度下每个坐标轴的补偿系数a。计算公式为:a=(∑X3/N)*1000/L。自于每个坐标轴的坐标值L不同,计算出来的每个坐标轴对应的补偿系数a的值也不同。
步骤S39,第二计数模块108将环境温度个数J加上1,环境温度个数初始值为0。
步骤S40,第二判断模块109判断所述环境温度个数J的值是否达到了用户设置的需要的环境温度个数。若所述环境温度个数J没有达到用户需要的环境温度个数,则返回执行步骤S30。若所述环境温度个数J达到了用户需要的环境温度个数,则执行步骤S41。
步骤S41,第三计算模块110根据上述计算出来的标准工件3在每个环境温度下各个坐标轴的补偿系数以及环境温度个数,计算出标准工件3在每个坐标轴上的总补偿系数值A1。该总补偿系数值A1的计算公式为A1=∑a/J。
步骤S42,重复执行步骤S30至步骤S41,同理计算出光栅尺20在每个坐标轴上的总补偿系数值A2。
步骤S43,当所述量测机台2在测量待测工件4时,第二读取模块111读取待测工件4上的第一温度传感器5所采集到的温度值T1,光栅尺20上的第一温度传感器5所采集到的温度值T2、及当前第二温度传感器6所测得的环境温度值T。
步骤S44,第四计算模块112利用待测工件4和光栅尺20的温度值T1和T2,环境温度值T、标准工件3在每个坐标轴上的总补偿系数值A1、及光栅尺20在每个坐标轴上的总补偿系数值A2,来计算出待测工件4在各个坐标轴上的总误差ΔL,计算公式为:ΔL=L[A1*(T1-T)-A2*(T2-T)]。
步骤S45,补偿模块113根据所述计算出来的待测工件4在各个坐标轴上的总误差ΔL和量测机台2各个坐标轴的坐标值来计算待测工件4在各个坐标轴上的实际坐标值。
需要指出的是,步骤S42可以与步骤S30-S41同时进行,或先于步骤S30-S41进行,即可以同时计算标准工件3和光栅尺20在每个坐标轴上的补偿系数,也可以先计算光栅尺20在每个坐标轴上的补偿系数。
最后所应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或等同替换,而不脱离本发明技术方案的精神和范围。
Claims (7)
1.一种温度补偿系统,其特征在于,该系统包括:
测量模块,用于在多个环境温度下控制量测单元测量放置于量测机台上的标准工件的量测长度值和该量测机台的光栅尺的量测刻度值;
第一计算模块,用于根据所述标准工件的理论长度值和所述量测长度值,及光栅尺量测刻度值和理论刻度值,计算出标准工件的长度偏差值和光栅尺的刻度偏差值;
第二计算模块,用于根据计算得到的标准工件的长度偏差值和光栅尺的刻度偏差值、测量标准工件量测长度值的测量次数、测量光栅尺量测刻度值的测量次数、量测机台每个坐标轴的坐标值计算所述标准工件和光栅尺分别对应的每个坐标轴的补偿系数;
第三计算模块,用于根据计算出来的标准工件和光栅尺在每个环境温度下各个坐标轴的补偿系数和环境温度个数,计算出标准工件和光栅尺分别对应的每个坐标轴总补偿系数值;
第四计算模块,用于利用待测工件的温度值和光栅尺的温度值、环境温度值、标准工件对应的每个坐标轴的总补偿系数值、及光栅尺对应的每个坐标轴的总补偿系数值,计算出放置于量测机台上的待测工件对应的各个坐标轴的总误差;及
补偿模块,用于根据计算出来的待测工件对应的各个坐标轴的总误差和量测机台各个坐标轴的坐标值来计算标准工件在各个坐标轴的实际坐标值。
2.如权利要求1所述的温度补偿系统,其特征在于,该系统还包括:
第一计数模块,用于在每个环境温度下计算出标准工件的长度偏差值和光栅尺的刻度偏差值之后,将测量标准工件的量测长度值和测量光栅尺的量测刻度值的测量次数加1。
3.如权利要求1所述的温度补偿系统,其特征在于,该系统还包括:第二计数模块,用于在计算出一个环境温度下标准工件和光栅尺分别对应的每个坐标轴的补偿系数之后,将环境温度个数加1。
4.一种温度补偿方法,其特征在于,该方法包括:
测量步骤,测量放置于量测机台上的标准工件的量测长度值和该量测机台的光栅尺的量测刻度值;
第一计算步骤,根据所述标准工件的理论长度值和所述量测长度值,及光栅尺量测刻度值和理论刻度值,计算出标准工件的长度偏差值和光栅尺的刻度偏差值;
第二计算步骤,根据计算得到的标准工件的长度偏差值和光栅尺的刻度偏差值、测量标准工件量测长度值的测量次数、测量光栅尺量测刻度值的测量次数、量测机台每个坐标轴的坐标值计算所述标准工件和光栅尺分别对应的每个坐标轴的补偿系数;
第三计算步骤,根据计算出来的标准工件和光栅尺在用户设置的每个环境温度下各个坐标轴的补偿系数和环境温度个数,计算出标准工件和光栅尺分别对应的每个坐标轴总补偿系数值;
第四计算步骤,利用待测工件的温度值和光栅尺的温度值、环境温度值、标准工件对应的每个坐标轴的总补偿系数值、及光栅尺对应的每个坐标轴的总补偿系数值,计算出放置于量测机台上的待测工件对应的各个坐标轴的总误差;及
补偿步骤,根据计算出来的待测工件对应的各个坐标轴的总误差和量测机台各个坐标轴的坐标值来计算标准工件在各个坐标轴的实际坐标值。
5.如权利要求4所述的温度补偿方法,其特征在于,该方法在所述第二计算步骤之后还包括:
第一计数步骤,将测量标准工件的量测长度值和测量光栅尺的量测刻度值的测量次数加1;
第一判断步骤,判断所述测量标准工件的量测长度值和测量光栅尺的量测刻度值的测量次数是否都达到了用户设置的该环境温度下需要测量次数,若没有达到用户设置的需要测量的次数,则执行所述测量步骤,若测量标准工件的量测长度值和测量光栅尺的量测刻度值的测量次数都达到了用户设置的测量次数,则执行第二计算步骤。
6.如权利要求4所述的温度补偿方法,其特征在于,该方法在所述测量步骤之前还包括:
设置步骤,读取与计算机相连的温度传感器测得的环境温度值。
7.如权利要求6所述的温度补偿方法,其特征在于,该方法在所述第二计算步骤之后还包括:
第二计数步骤,将环境温度个数加1;及
第二判断步骤,判断所述环境温度个数的值是否达到了用户设置的需要的环境温度个数,若所述环境温度个数没有达到用户需要的环境温度个数,则返回执行所述设置步骤,若所述环境温度个数达到了用户需要的环境温度个数,则执行所述第三计算步骤。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210129895XA CN103376058A (zh) | 2012-04-28 | 2012-04-28 | 温度补偿系统及方法 |
| TW101117151A TWI506239B (zh) | 2012-04-28 | 2012-05-15 | 溫度補償系統及方法 |
| US13/802,901 US9702681B2 (en) | 2012-04-28 | 2013-03-14 | System and method for temperature compensation of measurement machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210129895XA CN103376058A (zh) | 2012-04-28 | 2012-04-28 | 温度补偿系统及方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103376058A true CN103376058A (zh) | 2013-10-30 |
Family
ID=49461541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210129895XA Pending CN103376058A (zh) | 2012-04-28 | 2012-04-28 | 温度补偿系统及方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9702681B2 (zh) |
| CN (1) | CN103376058A (zh) |
| TW (1) | TWI506239B (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017037068A (ja) * | 2015-08-10 | 2017-02-16 | 地方独立行政法人東京都立産業技術研究センター | 温度補正方法、温度補正プログラム、温度補正装置、及び座標測定機 |
| CN110375694A (zh) * | 2019-08-30 | 2019-10-25 | 合肥工业大学 | 基于便携关节式坐标测量机圆光栅测角误差的自校准方法 |
| CN111587354A (zh) * | 2017-10-06 | 2020-08-25 | 麦普威有限公司 | 具有热测量的测量系统 |
| CN112414265A (zh) * | 2020-10-26 | 2021-02-26 | 东风汽车集团有限公司 | 发动机孔径尺寸测量补偿计算方法、测量补偿方法和装置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0009215B1 (pt) | 1999-03-23 | 2017-05-09 | Univ Southern California | complexos metálicos ciclometalizados como dopantes fosforescentes em diodos emissores de luz orgânicos |
| JP3992929B2 (ja) | 1999-05-13 | 2007-10-17 | ザ、トラスティーズ オブ プリンストン ユニバーシティ | 電気リン光に基づく高効率有機発光装置 |
| JP4357781B2 (ja) | 1999-12-01 | 2009-11-04 | ザ、トラスティーズ オブ プリンストン ユニバーシティ | 有機led用燐光性ドーパントとしての式l2mxの錯体 |
| DE102015104289B4 (de) * | 2015-03-23 | 2016-12-15 | Klingelnberg Ag | Verfahren zum Betreiben einer verzahnungsbearbeitenden Maschine |
| EP3839414A1 (en) * | 2019-12-20 | 2021-06-23 | Hexagon Technology Center GmbH | Advanced thermal compensation of mechanical processes |
| CN118463807B (zh) * | 2024-07-12 | 2024-10-22 | 合肥安迅精密技术有限公司 | 大理石平台运动位置温度误差标定及补偿方法、系统 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1159856A (zh) * | 1994-10-10 | 1997-09-17 | 西门子公司 | 通过拟合带有温度补偿地测量交变电量的方法和装置 |
| US20050035107A1 (en) * | 2003-03-12 | 2005-02-17 | Hon Hai Precision Industry Co., Ltd. | Heat generator |
| CN101339692A (zh) * | 2007-07-06 | 2009-01-07 | 鸿富锦精密工业(深圳)有限公司 | 热电偶温度采集系统及方法 |
| CN100462677C (zh) * | 2005-07-08 | 2009-02-18 | 鸿富锦精密工业(深圳)有限公司 | 三坐标测量机床误差补偿系统及方法 |
| CN101470027A (zh) * | 2007-12-27 | 2009-07-01 | 鸿富锦精密工业(深圳)有限公司 | 温度测量装置及其温度测量方法 |
| US20100014099A1 (en) * | 2004-12-16 | 2010-01-21 | Werth Messtechnik Gmbh | Coordinate measuring device and method for measuring with a coordinate measuring device |
| CN101825453A (zh) * | 2010-05-13 | 2010-09-08 | 天津大学 | 圆柱坐标系三坐标测量机的温度误差补偿方法 |
| CN101858739A (zh) * | 2009-04-10 | 2010-10-13 | 鸿富锦精密工业(深圳)有限公司 | 误差补正方法及采用该误差补正方法的工件测量方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4340883A (en) * | 1977-06-20 | 1982-07-20 | The Solartron Electronic Group Limited | Bipolar mark-space analogue-to-digital converter with balanced scale factors |
| DE3841488A1 (de) * | 1988-12-09 | 1990-06-13 | Zeiss Carl Fa | Koordinatenmessgeraet mit einem oder mehreren fuehrungselementen aus aluminium |
| EP0684447B1 (de) * | 1994-05-27 | 2003-09-17 | Carl Zeiss | Koordinatenmessung an Werkstücken mit einer Korrektur des durch die Messkraft abhängigen Biegeverhaltens des Koordinatenmessgerätes |
| US6941669B2 (en) * | 2000-06-30 | 2005-09-13 | Magus Gmbh | Method for determining effective coefficient of thermal expansion |
| DE10313038B4 (de) * | 2003-03-24 | 2005-02-17 | Klingelnberg Gmbh | Vorrichtung zur Erfassung der Lage eines Tastelements in einem Mehrkoordinatenmessgerät |
| JP4359573B2 (ja) * | 2005-03-31 | 2009-11-04 | オークマ株式会社 | 工作機械の熱変位補正方法 |
| TWI258566B (en) * | 2005-07-22 | 2006-07-21 | Hon Hai Prec Ind Co Ltd | System and method for error compensation of coordinate measurement machine |
| US8619265B2 (en) * | 2011-03-14 | 2013-12-31 | Faro Technologies, Inc. | Automatic measurement of dimensional data with a laser tracker |
-
2012
- 2012-04-28 CN CN201210129895XA patent/CN103376058A/zh active Pending
- 2012-05-15 TW TW101117151A patent/TWI506239B/zh not_active IP Right Cessation
-
2013
- 2013-03-14 US US13/802,901 patent/US9702681B2/en not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1159856A (zh) * | 1994-10-10 | 1997-09-17 | 西门子公司 | 通过拟合带有温度补偿地测量交变电量的方法和装置 |
| US20050035107A1 (en) * | 2003-03-12 | 2005-02-17 | Hon Hai Precision Industry Co., Ltd. | Heat generator |
| US20100014099A1 (en) * | 2004-12-16 | 2010-01-21 | Werth Messtechnik Gmbh | Coordinate measuring device and method for measuring with a coordinate measuring device |
| CN100462677C (zh) * | 2005-07-08 | 2009-02-18 | 鸿富锦精密工业(深圳)有限公司 | 三坐标测量机床误差补偿系统及方法 |
| CN101339692A (zh) * | 2007-07-06 | 2009-01-07 | 鸿富锦精密工业(深圳)有限公司 | 热电偶温度采集系统及方法 |
| CN101470027A (zh) * | 2007-12-27 | 2009-07-01 | 鸿富锦精密工业(深圳)有限公司 | 温度测量装置及其温度测量方法 |
| US20090168834A1 (en) * | 2007-12-27 | 2009-07-02 | Hon Hai Precision Industry Co., Ltd. | Apparatus and method for testing temperature |
| CN101858739A (zh) * | 2009-04-10 | 2010-10-13 | 鸿富锦精密工业(深圳)有限公司 | 误差补正方法及采用该误差补正方法的工件测量方法 |
| CN101825453A (zh) * | 2010-05-13 | 2010-09-08 | 天津大学 | 圆柱坐标系三坐标测量机的温度误差补偿方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017037068A (ja) * | 2015-08-10 | 2017-02-16 | 地方独立行政法人東京都立産業技術研究センター | 温度補正方法、温度補正プログラム、温度補正装置、及び座標測定機 |
| CN111587354A (zh) * | 2017-10-06 | 2020-08-25 | 麦普威有限公司 | 具有热测量的测量系统 |
| US11835335B2 (en) | 2017-10-06 | 2023-12-05 | Oy Mapvision Ltd | Measurement system with heat measurement |
| CN110375694A (zh) * | 2019-08-30 | 2019-10-25 | 合肥工业大学 | 基于便携关节式坐标测量机圆光栅测角误差的自校准方法 |
| CN110375694B (zh) * | 2019-08-30 | 2020-12-04 | 合肥工业大学 | 基于便携关节式坐标测量机圆光栅测角误差的自校准方法 |
| CN112414265A (zh) * | 2020-10-26 | 2021-02-26 | 东风汽车集团有限公司 | 发动机孔径尺寸测量补偿计算方法、测量补偿方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201344149A (zh) | 2013-11-01 |
| TWI506239B (zh) | 2015-11-01 |
| US9702681B2 (en) | 2017-07-11 |
| US20130289917A1 (en) | 2013-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103376058A (zh) | 温度补偿系统及方法 | |
| Castro et al. | Dynamic calibration of the positioning accuracy of machine tools and coordinate measuring machines using a laser interferometer | |
| CN110018275A (zh) | 一种带补偿功能的气体探测器和补偿方法 | |
| US20150106048A1 (en) | Method for detecting power interruption duration of an electronic device | |
| CN104315936A (zh) | 基于摄像头的视频量具 | |
| CN109612607B (zh) | 一种温度传感器反应速度测试方法 | |
| CN106289328A (zh) | 一种温湿度值测量补偿方法及系统 | |
| CN102024086A (zh) | 列车装配工艺优化方法及系统 | |
| CN102467113A (zh) | 机械装置的具有参数学习的控制器及其参数学习方法 | |
| CN103913479A (zh) | 一种用于检测光栅尺热膨胀系数的装置 | |
| Koech | Water density formulations and their effect on gravimetric water meter calibration and measurement uncertainties | |
| CN112731815B (zh) | 一种提高模拟量采集精度的方法 | |
| CN115956208A (zh) | 用于待测设备的通用校准的方法和系统 | |
| CN108548611A (zh) | 用于环境试验箱检测的多通道温度巡检方法及巡检仪 | |
| CN113447234A (zh) | 一种风洞电子压力扫描阀溯源装置及其溯源方法 | |
| CN111238667B (zh) | 温度补偿方法、印刷电路板、压缩机及车辆 | |
| CN203203560U (zh) | 晶体重量尺寸自动测量装置 | |
| CN113587972B (zh) | 一种传感器参数矫正处理方法、装置和系统 | |
| CN116519093A (zh) | 一种燃油加油机标定方法、计算机存储介质、电子设备 | |
| TWI410767B (zh) | 機械裝置之具有參數學習的控制器及其參數學習方法 | |
| CN114061691A (zh) | 一种航天供气系统用气量测量方法及系统 | |
| KR100598934B1 (ko) | 열량계의 제작 공정에서 발생하는 열량계의 오차를보정하는 방법 | |
| US20230297064A1 (en) | Displacement compensation device and displacement compensation method for machine tool | |
| CN111457865A (zh) | 一种带锯条或钢带的直线度测量方法及系统 | |
| CN202648576U (zh) | 数显量具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20131030 |
|
| WD01 | Invention patent application deemed withdrawn after publication |