
Imagine if you did not have a textured surface in the shower this morning. You probably would’ve fallen and busted your butt and that would’ve made for a really bad day. Surfaces are everywhere and they’re all important. We can all be thankful for the textured surface on the shower floor. The key is you don’t want things too smooth.
When the engine building community talks about surface finish, your mind gravitates toward cylinder walls. However, while honing cylinder walls and talking surface finish in that regard is easy to reference, surface finish can apply to much more of the engine and its components as a whole. Surface finish can apply to camshafts, cylinder heads, decks, and everything in your engine that has a surface. When manipulated, these surfaces can improve either the performance or the longevity of the engine, not just the surface itself. Conversely, a surface finish can prove wrong for the application and cause problems as well.
Since surface finish is a key to how well an engine performs and lives, we found the tech talk given by Lake Speed Jr. and Mark Malburg at PERA especially informative. The two spoke on surface finish and how imperative it is, but also how the old-school mentality of surface finish has changed due to modern machining and material changes in piston rings. That change has also led to less reliance on honing numbers and more on pictures to understand the full “story.”
Over the years, as piston rings have changed, the need to hold the oil on the cylinder walls now instead of on the piston ring is critical. Experts have seen amazing results going to rougher finish-es, finishes that most people would look at and say, ‘I’m not running that.’ They really pay dividends, not only in horsepower, but in wear characteristics. The best way to look at it is not just a rougher finish, but really an engineered finish.
The differences between honing, plateau honing and extreme plateau honing are incredible differences in terms of performance, regardless of metric. Those three surfaces will perform incredibly different. There’s a huge sensitivity between texture and performance and how you have certain surface finishes really matters.
“When I worked at Joe Gibbs Racing, we began to get into this idea that we could polish the cam lobes with our old flat-tappet camshafts,” says tribologist Lake Speed Jr. “As we began to polish those cam lobes, we saw durability on the valvetrain go up. We figured if a little is good, more must be better. We kept polishing and polishing these cam lobes until we got the RA (roughness average) on the cam below 2 – these things were mirror finished and were amazing.
“Everything was great until we went to the racetrack and blew up every engine we had in the first practice session. We had done a bunch of validation work on this, but what we didn’t factor in was that the dyno sits at zero degrees of banking. When you go to Daytona, you’re at 32-degrees of banking and you’ve got centrifugal force moving everything away – like oil off the cam lobe. What it came down to was we literally had it too smooth.
“My favorite analogy is Goldilocks and the Three Bears. You don’t want a surface too rough be-cause it’ll cause all kinds of wear. That’s an unstable surface. Adversely, if we get it too smooth, we can have really bad wear as well. You’ll see abrasive wear or adhesive wear if you go too far in one direction or the other with your surface finishes. That’s exactly what we had happening with our camshafts. Finding the right balance of roughness is really key.”
That principal applies to many engine surfaces, but in the case of the cylinder wall, piston ring material has been a key change in honing mentality.
“In a cylinder honing scenario, if you have too rough of a surface with a lot of peaks, the rings will knock those down, and that material – though you wish it makes it to the filter – will be going everywhere in your engine,” Speed points out. “The guys who have gotten into really watching their surfaces and measuring and trying to get things right, when I do their used oil analysis, we’re seeing a quarter less wear of what we see on engines built the ‘old school’ way.”
Speed says all these different engines run just fine, but the ones experiencing 25% less wear than others, are clearly much better off.
“The reality is if you have more wear, the chances of having other issues because all those peaks that are wearing off are going to places like needle bearings or displacement on demand systems that are hydraulic in those small areas, that can cause damage,” he says. “When you see a ‘normal’ build with ‘normal’ surfaces come back and it’s producing maybe 175 total parts per million of wear metals in the first 1,000 miles versus another build that’s only producing 35 parts per million of wear metals or 50 parts per million of wear metals in 1,000 miles – that’s a gigantic difference. That difference will translate into engine life or maybe avoiding warranty claims. We have to make sure we’re using the right techniques to get where we want to go. There’s a process you have to go through to get there.”
The old way of honing was with two abrasives. Although surface finish is very important, round-ness is just as important, and that’s another difference between the old way and new way.
“What you see with a two-stone hone head versus a 4, 6, 8, 10, 12 stone head is the more abrasives you put on a hone head, the rounder the cylinder will be,” says Mark Malburg of Digital Metrology Solutions. “There is a point of diminishing returns. We could have 20 stones on there, but we’re not going to see enough difference there to make it worth our costs. The six-stone hone head is a really good compromise, and we found a whole bunch more roundness in a six-stone head versus a two-stone head. The other factor is your abrasive selections, because you’re trying to create a cer-tain surface finish.”
In today’s plateau honing, we’re talking about micro inches. A hundred micro inches is .0001”. If you take out .001” on your final abrasive, you are not plateau honing. In the old days, with 400-grit and a ductile iron ring, over the course of time, the surface would look good. That worked because that old ductile moly ring had porosity and could hold oil. However, that doesn’t work in the steel rings used today.
“By creating a nice plateau, it’s smooth on top, it carries lubrication and garbage collection under-neath it,” Malburg says. “We’re really controlling a shape now, not controlling size. Big things happen within a few number of strokes. What we’re trying to do is catch the point somewhere two thirds of the way down or halfway way down where you get what your platform needs to manage load carrying with enough material at the top – smooth enough on the top – and enough garbage collection, oil retention on the bottom.
“Maybe we want to use that oil for other reasons. Maybe we want it to splash around because we’ve got a fuel-rich environment that we’re operating in? Controlling a shape is not going to be necessarily controlling size anymore. That’s been one of our key learnings in the last few years is shapes really matter. We’ve been using the expression, ‘stop honing by the numbers.’ We have some numbers that we can use to get us in the box, but then, once we’re in the box, we do much better with the shape.”
To get a better honed surface, you start out with a rough surface to create valleys that come from a base stone. It’s got peaks and valleys, and the rookie mistake is thinking I can’t possibly put that rough of a surface in my cylinder bore.

“Well rookies, that’s okay because we’re not going to use all of that surface – we’re only going to use the bottom,” Malburg points out. “The base finish is absolutely key in the process. The top where we go over with a fine abrasive and plateau it, that is also critical in how many strokes and the type of pressure you use to obtain that, but the key to this whole thing is the base finish or the bottom, the roughness.
“We’re so used to a 280-grit or 400-grit abrasive, but we’re talking about 100-grit and down. We have some diesel guys using 40-grit to lay down their base, and those engines actually survive and thrive in that environment.”
Certain diesel guys are putting so much fuel into the cylinder that they’re washing all the oil off the cylinder wall. Those guys will want a rougher finish. Similarly, direct injection engines experience the same thing.
As mentioned, honing today is less reliant on numbers, but numbers are still good to help get us “in the box” as Malburg put it. From there, shapes and pictures from your gauges are what will really define your surface finish.
“While we don’t want to rely strictly on honing numbers, we are going to use a little bit of a number basis to get in the box to start working on the shape,” Malburg says. “One of the numbers to get close in the base process is the RZ parameter. If we try to measure things like RPK and RVK, peaks and valleys, before plateauing, those numbers don’t mean anything. Again, a rookie mistake is thinking you need valley roughness X big. You can’t measure it on an un-plateaued surface.
“In the semi-finished process, we use the parameter RZ to get us in the box. Is it rough enough that I can go in and plateau it and make things awesome? RZ will get smaller as the surface gets smoother. RZ is like how tall is the grass. We’ve got some dirt at the bottom of the valleys and some grass at the top of the peaks. RZ is that average window of how rough is the whole thing.”
If you had a piston ring on that semi-finished surface, you’re going to wear it extremely quickly and it’s going to form plateau, but you end up with debris. It will plateau for you whether you want it to or not.
What you’ll find when you see a loaded stone is you’re not going to have the valleys. The valleys are going to be missing in those. Relatively speaking, there’s going to be more peaks than valleys when you have a loaded abrasive.
“What we want to see is a surface that has peaks that are spiky and valleys that are inward symmetrically,” Malburg notes. “If the image of that surface was flipped upside down, you can’t tell the difference. That’s symmetric. To get to this plateau that we really like, we’re going to start out rough and symmetric and do some removing. Most of the pictures we draw or data we show is to remove the peaks with the finishing stone. This is kind of a three-step process.”
Using Lake Speed’s NASCAR engine project as an example, Speed says they started with a 100-grit to lay in the base, and you could see that big symmetric roughness. Then, they used a 600-grit CBN and did six strokes with that, which basically cut the peaks in half.
“The reality is you’re not adding any valley as you go,” Speed explains. “That lowest valley from the very beginning is your rough point, because all you’re doing after that is ‘mowing the grass.’”
Next, they used a new abrasive similar to Scotch Brite, but softer. They did nine strokes with that abrasive and knocked the peaks down, but it also got rid of the roughness. It got rid of all the “trash” that gives false readings.
“It’s amazing how different that cylinder looked at all three stages of that operation,” Speed says. “That final surface picked up 20 horsepower on an 800-horsepower engine. Those are crazy numbers.”
Experts emphasize that this is a very precise operation. You can’t put the hone head in and let the operator count strokes. You need the machine to be able to count strokes and apply the proper pressure because 10% too much pressure or three strokes too many or too few make a huge differ-ence.
“If you only have a process-based mentality in this, you are going to get a wide variation in results,” Speed warns. “That would mean let’s do something to size and then count strokes. You close your eyes and pray. Getting beyond the recipe and just pushing buttons in a certain order, how do you go past that? You have to measure what you’re doing and then adjust your process to actually yield the correct product. This is more of a craftsmanship-type environment where you’re building a race engine, but there’s a blend of process and product measurement to make sure you’re in a window that works.

“There’s a big difference between just having a process – this abrasive, this amount of removal, this number of strokes with this abrasive, and then send it. You’ll have a very wide variation in what your final outcome is. Geometry and distortion can change, hardness can change, stones can change. All those things change. It’s baking a cake in a blindfold as opposed to tasting it.”
Using the RA number that we’ve seen on our gauges forever is fine if we’re only doing a random surface. As we move into plateauing, the RK parameters kick in. When we move to a more extremely plateaued surface, the RK parameters no longer work.
The RK parameters are going to describe the peaks, the initial wear, the running surface, and the volume of the valleys. We’ve got the roughness of the peaks, the roughness of the core and the roughness of the valleys to get us in the box. But you truly don’t know the surface until you’ve plateaued it.
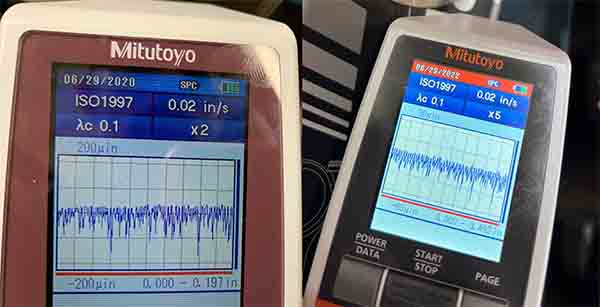
“We don’t know what a valley is yet,” Malburg says. “This is where we want to look at shapes more and pictures of the surface. As we plateau, it now finds the valleys, so they may appear to be bigger than before, but in reality, the math just now knows what the valleys are since the peaks have been plateaued. We’ve changed the ratio. We’re going to make a picture with a gauge such as a roughness gauge or skidded roughness gauge like a Mitutoyo SJ-210.
“One thing to note, as to not screw up your reading, is to make sure you have a clean surface. Measuring a dirty surface is going to raise up the skid and that produces a fake dip in our data. When we hone by pictures and we control textures by pictures, we need to understand there may be distortions in our pictures because our gauge itself is interacting with dirt and causing problems.”
In a production environment, it’s way better to use the picture as your reference for a ‘good’ sur-face than the numbers. The numbers will lie to you, but your operators can look at a picture and see that’s wrong.
To aid in this effort, Malburg says a new feature was launched in TraceBoss+ that lets you com-pare surfaces to your ‘trophy’ surface – a surface you know worked well – at the same exact scale and all the same settings. This lets users hone by the pictures more. It can store a reference surface that was working and then visually compare them, and compare the numbers too.
In summary, piston rings have changed how we need to hone cylinder walls, and it’s made the industry realize how important surface finish is on a number of components.
“With old-school cast iron moly faced rings, chrome faced rings – once you break it in, it fractures, and the cracks in those fractures hold oil,” Speed says. “Everything that existed in ring technology for 100 years was all about the ring holding the oil, which allowed you to do all kinds of stuff with your surfaces that were probably wrong, but you get away with it. Once we get to steel rings and we get the PVD coatings, either a gas-nitrided ring or a coated ring, none of those have porosity because we want a ring that won’t de-laminate under detonation, and that lack of porosity in the ring means now the cylinder wall has to do all the work.
“On that honed surface, the oil is the gasket between the piston ring and the cylinder wall. That’s why creating more valley works so well for certain applications where fuel may wash the oil off the cylinder wall. We’re giving a place for the oil to bite, so it can seal, but also lubricate. If we wash all the oil away, lubrication goes way down.”
The next time you go to hone a cylinder wall or create a surface finish on a component, make sure it meets the needs of your application, and be sure you have proper measurements, pictures and a recipe to ensure you can repeat what worked. EB









