
Drahn
| Der Artikl is im Dialekt Obaboarisch gschriem worn. |

S' Drahn is a spanendes Fertigungsvafahrn zum Hearstelln vo runde Teile aus Metall und Kunststoff. A vawandts Vafahrn is as Draxln, des macht ma mim Hoiz. Zum Drahn braacht ma a Drähbank.
Im Gengsatz zum Bohrn und Fräsn weard a Werkzeig vawendt, des se sejba ned draht, dafia draht se as Werkstück. S' Werkzeug nend ma Drehmeißl oda a Drehstoi. S' wead auf a Vorrichtung montiert, mit dera ma s' iaba Kurbln längs vo da Werkstück-Achsn oda a quer dazua beweng ko. De Kurbln keana a vo am Motor otriebn weadn, dann hod ma a Leit- und Zugspindl-Drahmaschin. Wenn de Motorn vo am Rechna ogsteiad wern, nennd ma des CNC-Drahn. S gibt a Maschina, de as Werkzeig sejba aus am Magazin eiwechsln kenna.
Technologie
[Werkeln | Am Gwëntext werkeln]Ois Technologie wern in da Fertigungstechnik de wichtigstn Eistellunga bzeichnet. Des han:
- De Materialpaarung Werkstück-Werkzeig, z. B. Edelstahl-Hartmetall wenn a Edelstahl-Werkstück mit am Hartmetall-Werkzeig bearbad wead.
- De Form vom Werkzeig, s' wichtigste han dabei da Frei-, da Keil- und da Spanwinkl.
- De Beschichtung vom Werkzeig.
- De Schnittgeschwindigkeit, de dagibt se beim Drahn iaba d'Drehzahl und an Durchmesser vom Werkstück an da grod bearbadn Stej.
- De Vorschubgschwindigkeit, intressant is do de Vorschubgschwindigkeit pro Umdrehung, wei se dadurch da Abstand zwischen de Rilln dagibt, de de Werkzeigspitzn ins Werkstück ainiritzt. Je gringa de Vorschubgschwindigkeit umso glatter schaugt de Oberflächn aus und umso mehr gleichan die Spän Brösln oda Wolln, je noch Werkstoff.
- De Spanntiefn, des wead beim Drahn a de Zuastellung gnennt.
- De Vawendung vo Kühlschmiermittln.
De ganzn Begriff gibts bei de andan spanendn Fertigungsvafahrn a. Aba se lossn se beim Drahn recht schee erklärn und de Auswirkunga vo Änderunga a recht oafach messn. Desweng nimmt ma as Drahn gern in da Forschung und Lehr her, egal ob zua Ausbildung vo Lehrling oda a beim Studiern vo technische Fächa.
konstante Drehzoi - konstante Schnittgschwindigkeit
[Werkeln | Am Gwëntext werkeln]Iaba de Technologie dad se a ideale Schnittgschwindigkeit dagem. Bei oide Drahbänk ko ma zwar de Drehzoi vastelln, aba ned während da Bearbeitung. Do arbad ma mit na konstantn Drehzoi. De muaß ma so wejn, daß bei da Bearbeitungsposition mit am greaßtn Durchmesser (und damit da hächstn Umfangsgschwindigkeit) da maximal mögliche Schnittgschwindigkeit net iabaschrittn wead. Wenn ma jetzad währnd da Bearbeitung imma naha an Mittlpunkt kimmt sinkt de Umfangsgschwindigkeit und ma arbad eingle mit na zniedrigen Schnittgschwindigkeit. Desweng ko ma bei moderne Drahbänk de Schnittgschwindigkeit vorgem und de Maschin lost an Motor imma schnella drahn, je naha ma an Mittlpunkt kimmt. So hod ma imma de ideale Schnittgschwindigkeit. Nua kurz voa da Mittn erreicht ma irgndwann de maximale Drehzoi vo da Maschin, in da Mittn miaßad ma theoretisch a unendlich hohe Drehzoi eistelln.
Achsn
[Werkeln | Am Gwëntext werkeln]Ois Bezug fia a Koordinatn-System wead de Achsn heagnumma, um de se de Spindl und domit as Werkstück draht. Des is dann de Z-Achsn. Senkrecht dazua steht de X-Achsn. A Y-Achsn gibts beim Drahn neda. De Y-Achsn warad de Häh vom Werkzeig iaba da Bearbeitungsebne. De wead beim Einbau vom Werkzeig fest eigstellt, fast oibai so, daß d'Werkzeigschneidn in da sejm Ebne liagt, wia de Rotationsachsn. Bei Rechner-gsteierte Drahbänk wead a manchmoi da Drahwinkl vo da Spindl ois Koordinatn vawendt und a gsteiert.
D'Bewegung vo da X-Achsn wead auf da Skalenteilung vo da Kurbe und auf sonstige Anzeing vadopplt ozoagt. Wei se a Bwegung vom Werkzeug in X-Richtung wirkt se auf an Radius vom Werkstückl aus. In Zeichnunga ogem ist aba ollawei da Durchmesser, und der is doppelt so groß wia da Radius. Da Durchmesser loßt se a leichta Messn.
Längsdrahn - Querdrahn
[Werkeln | Am Gwëntext werkeln]Ma ko vaschiedne Drahvafahrn eiteiln noch da Bwegungsrichtung vom Werkzeig:
- Wenn se as Werkzeig parallel (längs) zua Z-Achsn bwegt red ma vom Längsdrahn.
- Bwegt se as Werkzeig senkrecht (quer) zua Z-Achsn red ma vom Querdrahn.
Ausndrahn - Innandrahn
[Werkeln | Am Gwëntext werkeln]Beim Ausndrahn wead de Ausnform bearbad, beim Innadrahn wern de Flächn in am Loch bearbad.
Eiteilung nach de geometrischn Formen
[Werkeln | Am Gwëntext werkeln]Des weidan ko ma de Drahvafahrn eiteiln nach da Form vo da übadrahtn Flächn:
-
 Längs-Rund-Drahn
Längs-Rund-Drahn -
 Quer-Plan-Drahn
Quer-Plan-Drahn


Runddrahn
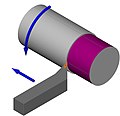
[Werkeln | Am Gwëntext werkeln]Beim Längsdrahn entsteht a Flächn, de de gekrümmte Mantlflächn vo am Zylinder is. A runde Flächn kriagt ma a, wenn se a Stechwerkzeig quer zua Z-Achsn bwegt und mit da Bwegung aufheard, bevor as Teil abgstocha is.
Plandrahn
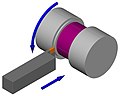
[Werkeln | Am Gwëntext werkeln]Beim Plandrahn wead as Werkzeig entlang da X-Achsn bwegt. De Flächn, de entsteht is d'Grundflächn vo am Zylinder. De is ebn, sowas wead a a plane Flächn gnennt.
Kegldrahn
[Werkeln | Am Gwëntext werkeln]Wenn se as Werkzeig gleichzeitig in Z- und X-Richtung bwegt und de Gschwindigkeit vo beide Bewegunga konstant bleibt, kriagt ma de Mantlflächn vo am Kegl. Bei mechanische Drahbänk hods dafia an extra Führung, de ma schräg zua de Hauptachsn stelln ko. Bei rechnergsteierte Drahbänk wern de zwoa Hauptachsn mit de passndn Gschwindigkeitn zuranand ogsteiert. Des is da oafachste Foi vo na Linearinterpolation, wei a grode Bwegung duach de Iabalagerung vo zwoa grode Bwegunga entsteht.
Formdrahn
[Werkeln | Am Gwëntext werkeln]Wenn se as Werkzeig gleichzeitig in Z- und X-Richtung bwegt und de beidn Bewegunga unabhängig voananda sei kinna ko ma jede bliebige rotationsymetrische Form heastelln. Mit rechnergsteierte Drahbänk han z. B. Kugloberflächn koa Problem. A Kugloberflächn kriagt ma, wenn se as Werkzeig auf na Kreisbahn bwegt. Beim CNC-Formdrahn han kompliziertere Formen dann nua a Frog vo da Programmierung. A des is a Linearinterpolation wei de Kurvn, auf der se des Werkzeig bweng soi in kurze grode Stückl zlegt wead, de dann wia beim Kegldrahn durch a Iabalagerung vo da Z- und da X-Bwegung obgfahrn wern.
S' gibt a Drahbänk, de de beidn Achsn noch na Schablona abfahrn. Des is dann as Nachformdrahn.
Ma ko a mit a bissal Übung vo Hand de zwoa Kurbln vo na Drahbank bnutzn, des is dann oa Möglichkeit fias Freiformdrahn. An na Drahmaschin kenna a Werkzeig heagnumma wern, de ma auf a Stützn auflegt und mit da Hand bwegt, a des is dann a Freiformdrahn.

Profildrahn
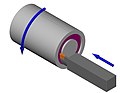
[Werkeln | Am Gwëntext werkeln]Vo Profildrahn red ma, wenn de Form vo da bearbadn Flächn durch de Form vum Werkzeig und ned durch de Bewegung vo dem Werkzeig bstimmt wead. In dem Beispui-Buidl is des a Profil-Werkzeig fia a Nut, in de ma an Sicherungsring neisetzn ko. A fias Gwinddrahn bracht ma so a Profilwerkzeig, da muaß dann as Werkzeig as Profil vum Gwind hom, z. B. an 60-Grad-Winke fia a metrischs Gwind oda an 55-Grad-Winke fia a Withworth-Gwind.
Unrunddrahn
[Werkeln | Am Gwëntext werkeln]Normalaweis han olle Teile, de ma auf na Drahmaschin fertigt rotationssymetrisch, oiso rund. S'gibt aba a Drahmaschina, bei dene wead as Werkzeig in da x-Achsn schnej vor- und zruckbwegt, und zwar kopplt an an Drahwinkl vo da Spindl. Wenn de Bwegunga passnd aufananda abgstimmt han, ko ma so z. B. an Sechskant-Kopf an a Drahteil "hidrahn". S' is aba eha a sejdne Technik.
Vafahrn
[Werkeln | Am Gwëntext werkeln]
Schruppn
[Werkeln | Am Gwëntext werkeln]D' Fachleit song Schruppn, wenns drum geht a Hoibzeig recht schnej grob in d' gwünschte Form z'bringa. Dazua wern recht stabile Werkzeig vawendt, de ma mit hohe Vorschubgschwindigkeitn und große Schnitttiefn eisetzt. Dafia is meistns de Schnittgschwindigkeit eha niedrig, damit as Werkzeig trotz de hohn Belastunga ned z'hoaß wead. Durch da schware Bearbeitung kriagt ma weda a scheene Oberfläch no a bsundas genaue Form. Desweng is as Zui vom Schruppn a Werkstück, des in olle Richtunga a wengal gressa is, ois sei soi, wenns fertig is. Des nend ma dann as Schlichtaufmaß. As Schlichtaufmaß is normalaweis a boa Zehntl Millimeta groß.

Schlichtn
[Werkeln | Am Gwëntext werkeln]Mit Schlichtn moant ma de Feinbearbeitung vo am Werkstück. Dafia bracht ma a Werkzeig mit na bsundas glattn und scharfn Schneid, damit a de bearbeitete Flächn schee glatt wead. Wei so a scheene Schneid empfindlich gega hohe Belastung is, wead beim Schlichtn mit gringe Schnitttiefn garabad. A de Vorschubgschwindigkeit is recht gring, wei dann de Rilln, de durchs Drahn auf da Oberflächn entstenga enga beianand ling. Dafia ko ma aba a hähane Schnittgschwindigkeit nema, wei de dünna Spänne as Werkzeig ned so stark aufhoazn. Bei dem Buidl sigt ma recht sche, wia de Oberflächn nachm Schlichtn spiaglt, de Oberflächn, de no ned gschlicht is hod tiafe Rilln vom recht grobn Schruppn.
Stechn
[Werkeln | Am Gwëntext werkeln]-
 Quer-Einstech-Drahn
Quer-Einstech-Drahn -
 Längs-Einstech-Drahn
Längs-Einstech-Drahn -
 Stechdrahn bei Aluminium
Stechdrahn bei Aluminium



Beim Schruppn und Schlichtn schneid eingle nur s'Eck vo am Werkzeig. De Spänne han a beim Schruppn ned bsundas broad. A Stechwerkzeig dageng schneid mit da ganzn Kantn, de hoibwegs parallel zua z-Achsn liagt. Vo da Bewegungsrichtung hea is as Stechn a Querdrahn. De Flächn, de entsteht is de Mantlflächn vo am Zylinder, oiso hama a Quer-Runddrahn. Bissal seltner gibts a Stechwerkzeig, dene ihra Schneidkantn liagt senkrecht zua z-Achsn. Mit dene sticht ma mit na Längsbewegung in de Planflächn vo am Werkstück. Des warad dann a Längs-Plandrahn.

Gwind drahn
[Werkeln | Am Gwëntext werkeln]Um a Gwind zum Drahn bracht ma a Werkzeig mit da Form vo dem Gwind-Profil. Des Werkzeig wead dann in na Längsbwegung am Werkstück entlang bwegt. De Vorschubgschwindigkeit muaß dann so groß sei wia'd Steigung vo dem Gwind. Domit kriagt ma dann a Rilln mit dea Form vo dem Werkzeig und da gwünschtn Steigung. Der Arbeitsgang muaß meistns mehrmois wiadahoid wern, bis de Rilln tiaf gnua is. D'Kunst is dabei nua de vorhandne Rilln wiada zum treffn. Dafia kenna rechnergsteierte Drahmaschina den Winkl vo da Hauptspindl messn und kenna so de Bwegung vom Werkzeug auf de Drehung vom Werkstückl abstimma. Bei na Leit- und Zugspindldrahmaschin wead da Vorschub vom Werkzeig iaba a Getriebe fest mit da Hauptspindl vabundn. Do kinna dann nua Steigunga erzeigt wern, via de a Getriebeiabasetzung vorhandn is. Wenn de Vorschubbwegung in am Winkl zua Z-Achsn sei ko ko ma so a keglige Gwind macha.
Bohrn & Gwind schneidn
[Werkeln | Am Gwëntext werkeln]Im Reitstock vo na Drahmaschin ko ma a Bohrfutter eibaun und damit olle Sacha macha, de ma mit na Bohrmaschin a macha ko, oiso Bohrn, Aufbohrn, Reim, Gwind mit am Gwindbohrer schneidn. Nua liagt des Loch imma in da Mittn vom Werkstückl. Fian Lain schaugts ungwohnt aus, das se as Werkstückl um den fest stehndn Bohrer draht. Streng gnumma hod des mim Drahn nix zum doa, außa das mas auf da Drahmaschin macha ko.

Rändln
[Werkeln | Am Gwëntext werkeln]S' Rändln is a Wälzdrah-Vafahrn. Des hoasd so, wei se as Rändlwerkzeig auf dem Werkstück obwälzt, oiso mitdraht. Beim Rändln wead des Profil vom Werkzeig ins Werkstück neidruckt. Dadurch kriagt ma a griffigere Oberflächn. De Gschicht nimmt ma hea, wenn ma an a Werkstück a Griff-Flächn himacha mächt. S'Rändln is strenggnumma koa Drahvafahrn, wei dabei koane Späne entstenga. S'wead aba auf Drahmaschina durchgführt, deszweng kheards do mit her.
Abstechn
[Werkeln | Am Gwëntext werkeln]Normalaweis da letzte Arbeitsschritt is as Abstecha. Dazua wead a Stechwerkzeig auf da X-Achsn soweit bwegt, bis as Werkstück vom Hoibzeig obbricht. Bei Drahautomatn und Fräs-Drehzentren gibts oft a zwoate Spindl mit am Fuada, des gsteiert auf und zua geh ko. Do wead dann as Werkstück mit dem zwoatn Fuada ghoidn, das ned obefoid. Nocha kos a nachm Abstecha auf da Rückseitn weida bearbad wern.
Werkzeig
[Werkeln | Am Gwëntext werkeln]-
 Wendeschneidplattn zum Schlichtn
Wendeschneidplattn zum Schlichtn -
 Wendeschneidplattn zum Schruppn
Wendeschneidplattn zum Schruppn -
 A Werkzeig zum Stechdrahn
A Werkzeig zum Stechdrahn -
 Schneidplattn fias Stechdrahn mit zwoa und fünf Millimeta Schneidbreitn
Schneidplattn fias Stechdrahn mit zwoa und fünf Millimeta Schneidbreitn




Friara han de Drehmeisl aus Werkzeigstahl hergstellt worn. De hod ma eaftas nachschleifn kenna, aba wenns schwar bschädigt warn hod mas im Ganzn wegschmeissn miasn. Heitzdog wern eingle nur no Hartmetall-Schneidplattn heagnumma, de meistn davo ko ma mehrmois wendn und a andane Eckn heanemma, wenn a Schneidn vaschlissn is (deszweng Wendeschneidplattn). Wenns ganz hi is weads tauscht, den Großteil vo dem Werkzeig, oisa an Werkzeighoider ko ma bhoidn. A weidana Vorteil is, daß ma mit'm sejm Werkzeighoider vaschiedne Plattn heanemma ko, z. B. fia vaschiedne Materialien.
Auf dem Buidl mit de Schlichtplattn is de goidane (Titan-Nitrit-Beschichtung) fia Edelstoi, de lilane (Titan-Aluminium-Nitrit-Beschichtung) fia Aluminium und Kunststoffe. De hom ned nua a untaschiedliche Bschichtung, a as Grundmaterial han vaschiedne Hartmetall-Sortn, de Schneidwinkl und de Span-Leitstufn han a ned gleich.
Problematik vo da Werkstück-Durchbiegung
[Werkeln | Am Gwëntext werkeln]De Schnittkräft vabiang as Werkstück. Des is vor allm bei lange dünne Teile a Problem. De Faustregl sogt, daß a Werkstückl hächstns drei moi so weit aus'm Fuada ausarang derf, wias dick is. Ma merkts do dro, daß a Werkstück beim Längsdrahn am End imma a bissal dicka is ois beim Fuada, obwoi des Werkzeig exakt parallel zua Werkstückachsn gführt wead. Des liegt do dro, daß as Werkstückend am weidestn ausweicha ko, und desweng ned so vui Material obtrong wead. A wirkt so a langs Werkstück wia a Feder, so gibts a schwingungsfähigs System (Feder-Masse-Pendl). Dadurch kriagt ma Schwingungen, de se ois Rattermarkn auf da Oberflächn zoang und a an rechtn Krach macha. Damit des ned bassiert wern lange Teile mit na mitlaufndn Zentrierspitzn abgstützt. Dazu wead ins End a kloans Loch bohrt, in des ma de Zentrierspitzn neischiabt. Nachad hod ma de greaßte Durchbiegung in da Mittn vo dem Werkstück. Wenn des oiwei no a Problem is ko ma a Lünettn hernemma, des is a weidane Stützn, de mit Rolln as Werkstück abstützt.

Beruf
[Werkeln | Am Gwëntext werkeln]In Deitschland gibts ois Lehrberuf fias Drahn an Zerspannungsmechaniker Fachrichtung Drehen. Aba eingle in olle andan Metallbearbeitndn Berufn kriagt ma in da Lehr a praktischs Grundwissn iabas Drahn beibracht. In da Massnfertigung wern Drahmaschina iablichaweis vo Fachkräftn grüst und programmiert, de eingliche Arbad macha dann Hilfskräft.
Beleg
[Werkeln | Am Gwëntext werkeln]Fertigungstechnik Von A. Herbert Fritz, Verein Deutscher Ingenieure, Günter Schulze (Seite nicht mehr abrufbar; Suche in Webarchiven)
Tabellenbuch Metall aus am Europa Lehrmittel Verlag
Skript zur Vorlesung Fertigungstechnik RWTH Aachen (Seite nicht mehr abrufbar; Suche in Webarchiven)
Skript zur Vorlesung Fertigungstechnik Feinwerk & Mikrotechnik Prof. Fuchsberger FH-München
Im Netz
[Werkeln | Am Gwëntext werkeln]Dea Artike is ois berig in de Hall of Fame (Ruhmeshoin) aufgnumma worn.
|